← Back to channels
#usinage
felixh a rejoint le canal.
Hello ! je vous propose ce canal pour discuter d'un sujet qui me passionne tout particulièrement : l'usinage métal ! Je suis entièrement autodidacte et théorique ( de surcroît ) concernant ce sujet, mais j'ai pas ma potasser le sujet.
Notamment, j'ai fais mon petit Benchmark personnelle sur des modèle de petit post d'usinage qui permette de travailler de l'acier sans problème sans pour autant avoir besoin d'un hangar.
J'aimerais vous proposer à l'achat une fraiseuse et un tour a métaux . C'est du chinois, mais la fabrication est supervisée par des anglais et le design est basé sur de l'allemand, donc, ca donne de bonne petite machine avec peux de modification ( si ce n'est pas du tout, celons votre degrée d’exigence ) . Ce sont des moteur brushless de 500w pas trop bruyant, sans gearbox trop complexe pour la fraiseuse. Ca taille de l'acier si on ne veut pas travailler dans un rythme d'usine.
c'est raisonnablement cher : Environs 900€ la machine, Compter 2500€ pour la fraiseuse + le tour + de l'outillage. ca tient sur une table un peux costaud et stable, et ca se branche en 220v.
Ce sont des machines d'usinage "traditionnel" . Cependant, j'ai comme projet de le convertir en machine CNC débrayable pour apprendre a s'en servir ou faire de l'ajustement de pièces à la main. ( la conversion repose sur le meme principe qu'une imprimante 3D cartésienne, basée sur du GCode )
Les modèles en questions :
http://www.arceurotrade.co.uk/Catalogue/Machines-Accessories/Lathes/SIEG-C3-SC2-SC3-Mini-Lathes/SIEG-SC2-SC3-Mini-Lathe-Special-Bundle
http://www.arceurotrade.co.uk/Catalogue/Machines-Accessories/Milling-Machines/SIEG-SX2-PLUS-Mini-Mill/SIEG-SX2P-HiTorque-Mill
Garder a l'esprit que ce sont des machines que je jugent pertinente pour de petit travaux de type modèlisme ou prototypage.
Par ailleur, bien que précise, je pense qu'un tourneur/fraiseur de métier les trouverons insuffisante en l'état.
J'ajoute que je n'ai pas d'expérience, et que je pense bien que l'usinage est un métier qui ne s'apprend pas en quelque minutes, mais j'imagine que ces petites machines sont suffisamment simple et robuste pour apprendre et se faire la main pour des techniques et pièces simples.
jfmourgues a rejoint le canal.
dclauzel a rejoint le canal.
labolov.sylvain a rejoint le canal.
Alternative notable ( mais frais de port non négligeable ) : Les machine outils de chez Grizzly au USA.
Un peux mieux foutus, avec un peux plus de documentation, Grizzly est une marque réputé au USA
http://www.grizzly.com/products/4-x-18-3-4-HP-Mill-Drill/G0781?utm_campaign=zPage&utm_source=grizzly.com
http://www.grizzly.com/products/7-X-14-Variable-Speed-Benchtop-Lathe/G0765?utm_campaign=zPage&utm_source=grizzly.com
autre solution, un centre d'usinage complet :
http://www.grizzly.com/products/Combo-Lathe-w-Milling-Attachment/G0516?utm_campaign=zPage&utm_source=grizzly.com
Pour Info, la plupart de mes source proviennent de https://www.usinages.com/
notament ya un ou deux dossier sur du matos SIEG, notament, le SC4
https://www.usinages.com/threads/topic-des-sieg-sx4-grizzly-g0722-otmt-ot2226-rcm-rcsx4.82370/
si non, en italia, ya DAMATOMACHINE italia, qui vend des machine outils sympa, a pris abordable
https://www.dmitaliasrl.com/en/combo-lathe-milling-machines/lathe-milling-machine-master-750.php
et en promo ( lol ) https://www.dmitaliasrl.com/en/combo-lathe-milling-machines/lathe-milling-machine-master-500.php
et enfin ,http://www.jettools.com/us/en/c/metalworking-milling/230 , JET fais de bonne machine ( mais je pense que grizzly est mieux... )
le topic des tour SIEG sur usinage : https://www.usinages.com/threads/tour-sieg-sc4.36043/
test de la sieg SX2 : https://www.usinages.com/threads/presentation-de-ma-fraiseuse-sieg-x2.49/
j'ai vu. Ça va me prendre un peu de temps à digérer !
autre alternative, des amchines de chez HBM : https://www.hbm-machines.com/producten/metaalbewerking
thyalphi a rejoint le canal.
frogt a rejoint le canal.
mathieuw a rejoint le canal.
duberval has joined the channel.
hello. que ce soit un centre ou une fraiseuse ou un tour je pense que pour des usineurs amateurs la solidité et la sécu sont les principaux atouts les italiennes et le JET me parlaient plus que les autres.
hello. j'ai repensé à l'affaire et peut etre que cette alternativehttp://www.optimachines.com/fraiseuses-conventionnelles/11691-fraiseuse-optimum-mh-18v.html
kevlar a rejoint le canal.
grapsus a rejoint le canal.
je viens d'acheter un kit de forêts pour la perceuse et des lunettes en polycarbonate :)
lunettes, mèches et clé réceptionnés
est ce que çà peux intéresser du monde de faire une après midi montage du tour a métal qui est arrivé il y a deux jours au fond de mon garage (à 100 m du lov) genre semaine prochaine. au programme nettoyage des morceaux et remontage des grosses pièces (moteur renvois boites d'avances contre poupé mandrin cablage) c'est un peu comme un gros lego technic et au passage on voie tout en détail comment ça marche car tout est démonté. voilou je lance l'idée. bises
Intéressé carrément ! Par contre, pas sur que je trouve le temps....
je vais faire un doodle pour voir qui que et surtout quand
petite relance : y a t il des motivés pour les premiers pas de la réhabilitation d un ancien tour.au programme placement définitif présentation des pièces et des systèmes et tentative de retirer la barre d'avance de la boite de vitesse.
j'ai un petit bouquin de 70 sur le tournage et les tours sachant que j'ai a peu près 0 doc sur ce machin c'est une bonne base pour commencer. voilou. bises
ça m'intéresse, mais pas possible en journée avant 18h pendant la semaine
je peux m'arranger pour passer jeudi mais pas avant 17h
et bien je nettoie cette aprem, je vais chercher le bébé et rdv a partir de 17h10. @grapsus je vais devoir plier le chantier vers 19h pour cause de bébé manger tout ca tout ca du coup si tu veux passer quand même y a pas de pro mais ce sera pas long. l'adresse c'est 1 ter rue frédéric mistral villeurbanne code 4679 la porte au fond qui donne sur la cour et le garage ouvert. a pluch.
@duberval je risque de me faire mettre en dehors du bureau pour cause de travaux en fin d'après midi. Du coup, si je sors assez tôt, je passe jeter un oeil !
désolé, j'ai été retardé par du boulot
magneval a rejoint le canal.
j'ai encore envie de faire de la poussière :)
https://youtu.be/bcLuYRAK1TQ?t=9m2s
@duberval https://www.youtube.com/watch?v=LpMLQb48mps
https://hackaday.com/2018/05/20/card-reader-lockout-keeps-unauthorized-tool-users-at-bay/
alors ça c'est mortel, j'imagine déjà les possibilités infinies, genre au fur et à mesure que tu es formé ou initié sur un poste de travail, on t'ajoute les droits d'accès sur ta carte! On peut même sûrement faire un boîtier général et dispatcher les alims des machines sur plusieurs relais et tu passes ta carte une seule fois à l'entrée du hackerspace et ça te débloque chaque outils auquel tu peux avoir accès. terrible ce truc
ouais s'il commence à y avoir beaucoup de personnes / machines ça serait le truc ultime
@all si il y a des motivés je fait session peinture du socle et banc du tour ds mon garage. Si il y en a qui s ennuient... Il y a l adresse plus haut dans les echanges. Sinon je vous rejoint au loucal. A toute. Val
@ frogt c est peut être un coté vieille france ou anarcon mais ca me semble un peu restrictif comme concept... Il y a des dangers a utiliser les machines mais j aime a rappeler une phrase piquée de la doc de python " on est des adultes responsables et consentant " fin de la parenthese hippunk... sinon la premiere couche est posée sur les socles. Bises. Val
qbernex a rejoint le canal.
@duberval tu as raison, je me suis emporté pour la forme! rien de bien sérieux, en tout cas vis-à-vis du LOV :)
Mais c'est vrai que cette notion de sécurité responsabilité autonomie anime les débats et il y a de quoi....
https://www.leboncoin.fr/restauration_hotellerie/1417075369.htm/?ca=22_s il y a un beau projet de restauration à faire là o_O
moi j'aurais jamais la place pour cette machine et j'en ai déjà une, mais pour le LOV ça pourrait être sympa
romain-dequidt a rejoint le canal.
bon, je propose de passer ici pour la scie à ruban
pas la peine de multiplier les cannaux à l'infini
j'ai commandé les lames, 2 de 10 mm pour couper et 2 de 6mm pour chantourner
faut compter environ 10€ par lame et 3 jours de délai pour les avoir :)
@jfmourgues https://www.thingiverse.com/thing:1465741
c'est un bon point de départ. j'en ai quelques uns de coté. faut surtout pas se rater sur la mise à l'échelle. vu que je veux faire une basse, les dimensions ne sont pas les mêmes :)
j'ai rebranché la prise électrique et l'interrupteur de la scie
ça tourne alors la scie à ruban ?
faut penser à la nettoyer régulièrement, brancher l'aspirateur en bas pour aspirer la sciure
j'en ai pas abusé hier pour pas faire de bruit toute la nuit
et j'ai recommandé des lames aussi :)
je pense faire la grosse découpe d'ici 2 semaines un samedi après midi
cette semaine je retse pas à Lyon
@jfmourgues tu permets que je tente de couper une feuille d'alu 3mm ? j'en ai commandé pour faire un nouveau support pour le plateau de mon imprimante 3d
si je vois que ça galère, j'arrêterai
si tu veux découper du métal (cuivre ou alu) faut un autre type de lame en 14TPI
là on a du 6TPI pour couper du bois et pas autre chose
tu peux toujours la commander chez Barbor, ils la préparent en 3 ou 4 jours
ah ok, tant pis je ferai à la scie à métaux
Si tu veux coupe de l'aluminium j'ai une scie adapté
Je peux les couper à mon atelier (que je vais bientôt déménager à côté)
j'ai récupéré une grosse perceuse sans fils, le chargeur est mort du coup il faut le brancher sur l'alim de labo pour la charger, mais à part ça, ça marche trop bien
remi_hub a rejoint le canal.
je suis passé à la boutique Barbor hier pour prendre de nouvelles lames de scie à ruban
j'ai pris 2 lames de 6 pour chantourner
en passant, j'ai causé un peu avec le patron
si on y passe en journée, il peut nous refaire les soudures en moins de 10 minutes sans payer pour refaire les lames quasi neuves qui ont cassé trop vite :)
faut donc bien garder les lames cassées tant qu'elles ne sont pas usées. Ca ne s'affute pas
@jfmourgues, j'ai des plaques de contre plaqué trop grande pour la découpeuse, je pourrais utiliser la scie à ruban ?
tu peux
faut juste faire gaffe aux horaires
ca fait du bruit et faut pas en abuser après 19h
et le modop est pas simple
j'ai préparé le plateau pour la scie a ruban. pas fini lais y'a de l'idée
pour l'instant y'a un seul pied. j'en mettrai d'autres plus tard
https://www.youtube.com/watch?v=BeiW_37rS-U&feature=youtu.be
on va peut-être pas jeter le frigo cassé de suite :D
Pour info, la mienne de ruban avec le plateau bricole et le guide parallèle
ah ouais @jfmourgues t'as vu pour le plateau c'est super simple ce qu'il a fait, une seule planche bien plate avec une fente pour passer la lame
J'ai pas pris de photo du dessous mais y'a des cales qui maintiennent la planche toujours dans le même axe par rapport à la table de base.
ça me fait penser, il faut qu'on s'achète un compresseur, pour avoir une souffleuse :D
genre ça https://www.leboncoin.fr/bricolage/1478914335.htm/ ce serait parfait
Le compressuer c'est nécessaire, par contre, il faudra qu'on fasse gaffe au bruit ! il faut qu'on mette une prise qui n'autorise son fonctionnement qu'avant pas trop tard le soir.
Et le mettre sur un support en caoutchouc
julie-m a rejoint le canal.
fredervish a rejoint le canal.
Nouveau craquage . Presse mecanique! Je vais essayer de mettre en place des ateliers forge pour le printemps.
je songe a acheter une petite presse mecanique a vilbrequin. ca déclenche un tour quand tu appuie sur la pédale et tu envoie 10 tonnes sur les l'enclume. ca permet des deformations rapides et régulières de ferraille chauffée. https://encrypted-tbn0.gstatic.com/images?q=tbn:ANd9GcQgbdbYFyJlm0zZpcg0FTVjxZ16gljaMF2Z6ifuNj-L0HQVP78a
je vais essayer de monter ca la ou il y a de la place (d'ailleur si quelqu'un en a ...) chez quelqu'un qui aime bien le concept. car je pense pas que le concept grosse machine qui fait du barouf beaucoup et longtemps corresponde au context du lov par contre une fois le truc en place on peux organiser des voitures et des après midi forge.
titimoby a rejoint le canal.
Faites gaffe aux doigts quand même !
samobo a rejoint le canal.
Miam https://www.journaldugeek.com/2016/09/24/tinijet-la-premiere-decoupe-jet-deau-de-niveau-industriel-accessible-a-tous-les-ateliers/
pour un budget de 17 000 € ht
certe... certe... on est loin des 300e de la k40...
Projet d'upgrade pour la mini CNC :
https://blog.shahada.abubakar.net/post/adding-end-stops-limit-switches-to-the-3018-woodpecker-cnc-router
fred.mas a rejoint le canal.
@channel pour les histoires de tour ou de soudure
, voir avec @duberval
ho di ho c'est oim. la bestiole est a ma maison a 150 m du lov et théoriquement (j'ai eu pas mal de blagues sur ce projet...) j'ai plus qu'a rigidifier le support moteur pour que ca gaz. si il y a encore des interessé pour bricoler je fait ça en général le matin car mon piti nianfant il a école. Je vous tiens au ju de l'avancement du truc voir je propose un atelier découverte. bises et bonne AG a tous.
nanotonne a rejoint le canal.
Bonjour à tous, j'aurais besoin de quelqu'un qui aurais un tour (ou une fraiseuse) pour usiner de l'alu
jfmourgues m'a diriger ici pour poser la question
il m'a dit que il connaissait quelqu'un qui pourrait peut-etre m'aider qui en possederai un
j'ai à priori tout sauf... le tour
en effet j'ai essayé avec une perceuse mais c'est trop galère
voici ce que j'ai besoin de faire : je dois fabriquer des rondelles épaisses en alu (pour une réparation)
j'ai pu récupérer un bout de cylindre en aluminium qu'il faut usiner : diminuer son diametre et le couper en tranche très précise, percer en son centre avec un "creux" dedans
En fait voici ce que je veux reproduire :
je veux surtout couper à la bonne épaisseur de manière bien nette et précis, c'est important, et seul un tour peut le faire
c'est ce que je veux reproduire, j'ai déjà le "consommable prêt à être travailler" sur un tour ainsi qu'un outils de tronçonnage/découpe pour usinage sur tour
Tu devrais commencer par faire un tour sur usinage. FR pour ce genre de demande une fois que tu sais à peu près quoi faire venir tester différentes techniques au lov
Tu tomberas sur des gens très compétents qui ont l'habitude d'utiliser ce genre de machine et qui pourront peut-être temps orienté sur une meilleure méthode de façonnage
Pour ce qui est du tour je sais qu'il a été mentionné ici déjà donc tu pourras sans doute trouver ton bonheur dès que l'intéressé aura répondu
@frogt merci à toi. je m'étais déjà renseigné auprès de professionnel et j'avais essayé d'autres méthodes auparavant et au final l'usinage est la seule facon pour arriver à ce que je recherche rapidement. J'avais essayé de le fabriquer avec un ecrou+rondelle et de la soudure à l'arc mais en fait c'est trop galere et pas assez précis, je crois meme que c'est que qui avait endommagé les attaches de mes sièges d'aixam, c'est pour ca que cette fois ci je dois le faire sur un tour, voir une fraiseuse au pire, je vois très bien quelles opération je dois faire, sur de l'alu ca devrait etre rapide, efficace et precis. Mon cylindre en alu : percer au centre au bon diametre ou a peu pres (c'est une vis qui passe an centre donc...), réduire le diametre à une valeur proche+-1mm, effectuer le renfoncement qu'on vois sur la photo, assez precis lui surtout pour la profondeur, et ensuite couper en tranche à la bonne épaisseur précisément (c'est le plus important car l'épaisseur joue un role très important dans la tenue et le bon fonctionnement du siège de mon aixam sinon ca coince)
En solution rapide tu aurais aussi pu le faire imprimer en 3d,mais si tu t'en sors comme ça c'est un autre plaisir de l'usiner sois même c'est sûr !
@frogt j'y ai songé mais pas sur que ca soit suffisament solide et rigide, c'est une partie qui tien un rail de siege auto, et y'a du poids, déjà que mon aixam est en plastique et je vois le resultat de sa "solidité" (pas terrible)... alors si je rajoute du plastique, niveau sécurité, ca craint je pense
par contre OUI, impression 3D pour certaine piece du tableau de bord genre facade prise alume cigare; ca oui
en effet j'avais fait un moule en silicone puis coulé de résine polyester ben ca marche pas car trop de retrait (je voulais rajouter des pours USB en facade là ou j'ai la prise d'alume cigare, mais ca on verra plus tard, pas urgent
la solution "rapide" c'est mettre des rondelles soudées ensembles, j'en soude 4 ou 5 ensembles pour avoir la bonne épaisseur mais j'ai vu que meme ca ca allait etre compliqué car après il fallait retravailler l'acier (coper, ajuster, poncer, etc... sans compter que je soude mal, et qu'il fallais de la précision pour l'épaisseur
je vais essayer de poster une photo de ce que j'ai essayé de faire au depart et qui s'est avéré compliqué (à retravaillé) et que j'ai abandonné pour l'instant (en cours de route, pour de l'usinage)
non non je parle bien d'impression 3d en aluminium
Je me doute bien que pour des supports de sièges qu'il faut un truc costaud je ne t'aurais pas proposé du plastique
Il suffit juste l'utiliser freeCAD pour créer ton modèle 3D et l'envoyer par exemple sur shapeways.com
Tu choisis ton matériaux plastique aluminium métal or platine
ce que j'avais essayé de faire et que j'ai abandonné car finalement trop compliqué a travailler (c'est de l'acier!), dommage car l'idée n'était pas mauvaise mais il me fallais quand meme une fraiseuse ou quelqueq chose pour que ca soit plus précis. ce genre de piece fonctionne bien si on n'a pas besoin de précision, je l'a garde donc pour autre chose
@frogt je ne connaissais pas l'impression 3d d'aluminium, je vais regarder shapeways.com, c'est pas plutot de l'usinage qu'il font? car je vois pas trop comment imprimer reellement de l'aluminium...
je veux pas non plus que ca me coute la peau des fesses car a ce compte là autant en acheter des neufs (ce que j'essaie d'eviter)
(la voiturette est vieille)
ma piece n'est pas trop compliqué à faire, je pense vraiment que ca vaut le coup de le faire en "local", j'ai déjà la matiere premiere et le "couteau", mais pas l'appareil pour l'usiner
C'est vraiment pas cher pour le service que c'est, j'avais fait imprimer un bijou pour ma copine que j'avais fait sous solidworks, en abs pour 4e dans un premier temps pour faire un essai, puis en argent poli pour 70e,,pour un pendentif sur mesure ça va ! J'avais aussi fait un badge pour pyrograver des plaques en bois, même tarif, acier hss, pièce de 10cm
Lorsque tu importes un fichier .stl ils t'affichent après quelques calculs la faisabilité et le prix par matériau. C'est de l'impression en ajout de matière par électrolyse je crois. Tu le vois sur un produit brut non poli ça fait des micro billes
@frogt c'est interessant mais honnetement j'ai peu de moyen, et 70e c'est énorme pour moi vu ce que je gagne actu ;-), la piece est simple a faire, j'ai deja la matiere premiere donc autant s'en servir, par contre je retien la solution au coin de ma tete pour de future projet
Pas de soucis je comprends ! Mais je pense que pour une pièce comme ça c'est du 30 balles max. En tout cas hâte de voir comment tu t'en sors
à mon avis neuf ca ne dois pas etre très cher, d'occasion aussi, mais c'est assez ancien et j'en n'ai pas trouvé d'occase pour l'instant
si j'avais plus de courage (et plus de "folie"?) je ferais un moule de sable et "hop", une coulé d'alu en fusion... (j'aimerais bien essayer un jour sur un autre truc our tester, ca m'attire bien..)
Il manque un renfort/tendeur de courroie et un coup de peinture
@duberval comment tu vas faire pour tendre la courroie ? y'a une photo un peu plus generale de la bete (pas juste le moteur et/ou support) ?
avec un systeme de vis? ou cylindre avec un axe excentré ?
ou une manette que l'on bloque ?
(on l'a tend et on l'a bloque)
ou alors un systeme de petite glisserere avec une goupille pour l'empecher de bouger/se detendre ?
ou meme un systeme de petite cremaillere autour d'un axe qui sert à bloquer ? (on debraye, on tourne pour tendre la courroie et on reembraye sur la petite cremaillere pour pas que ca bouge)
Je crois que je vais faire un truc du genre une vis filetée dans un sens et une vis filtée dans l'autre. Je vais prendre un tendeur qui traîne au garage. En fait c'est le poids du moteur qui tend la courroie le tendeur où devrais-je dire le détendeur et là surtout pour la position de repos. Et on vois le bestiau au fond du garage sur la photo. Moi de mon côté je suis en midr full papasitting du coup sur un malentendu j'avance parce qu'on fait du garage avec le gamin sinon suite des aventures lundi.
heu, sous le velo ou a droite sur la table a roulette ?
Derriere le vélo c est le tour et sur la table c est son moteur et son support.
Suport finit premiere couche de peinture passée
2 p à "support" . Je vous met un F!!
Bravo! (Ce n'est pas grave pour les fautes)
@duberval alors ce tour? 🙂
Un petit peu en stand-by à cause des fait qu'ils m'ont pris beaucoup de temps et d'énergie après je vais peut-être essayer cet après-midi. . Résultats pratique je pense quelle je n'aurais pas plus d'efficacité que le FabLab de la Doua
Et ce que quelqu un saurait si on a des lames de scie a ruban pour decouper du metal type cuivre?
Et seconde couche passée sur le support: plus qu a remonter et tester.
A priori oui. C'est @jfmourgues qui les avait achetées
y'a que des lames à bois pour la scie a ruban
si vous voulez des lames a metaux faut les commander
je les avaiy prises chez Barbor à Villeurbanne
@ duberval Pour le tour moi je veux bien tester! J'ai quelque chose à usiner ça tombe bien, quand est-ce que je peux passer avec mon bout de métal pour l'essayer ?
Le remontage est compliqué ? On peut avoir des photos ?
@nanotonne hello rien de compliqué a remonter mais c est plus ma dispo et mon etat de santé qui font que ce n est pas deja encore fait. Je te fait signe sur le chat quand j arrive a me trouver un moment pour faire avancer le trucmuch
https://www.youtube.com/watch?v=K_N_h_mKf-4
@all La fraise numérique sera bientôt prête. Le fournisseur me propose des gammes de dates.
Si vous êtes intéressés à suivre l'installation et la première formation, merci de remplir le sondage :
https://framadate.org/H39IH6WoGl6f36gd
C'est a priori la 1/2 journée.
Wow excellente nouvelle !! Re-poste sur town square, il est pas sur connu ce canal et plein de gens sont intéressés. Je peux me libérer quasiment à toutes les dates vu comme ça m'intéresse, mais gross préférence pour samedi pour qu'un maximum de gens puissent venir
Les samedi ne sont pas dans la liste…
Je viens de corriger le sondage
@grapsus @jfmourgues @labolov.sylvain hello hello n'ai je pas oui dire qu'aujourd hui arrivait une ceuneuceu?? y a besoin d'un coup de main pour acceuillir la bete?
on se fait un petit debrief un de ces jours ? je vais avoir un peu de temps libre la semaine prochaine
Plus qu'un debrief, i faut qu'on fasse une formation je dirais
mais c'est une belle bécane ! on va pouvoir s'amuser !
Je vais a priori essayer de faire une petite réalisation cette semaine. Si ça vous dit de jeter un oeil, vous êtes les bienvenus ! (bémol : je ne sais pas encore quand et je risque de faire ça à la dernière minute...)
demain soir je serai là aussi et je pourrai montrer les rudiments de la CNC à qui veut
Je devrais passer dans 20-25 minutes, repartir vers 18h10
@labolov.sylvain je vais passer
@channel attention: l'utilisation de la nouvelle CNC est soumise à une autorisation explicite après formation par quelqu'un qui a été formé, à ce jour: Sylvain, Ophélie ou moi
Top ! t'as idée à quelle heure tu arrives ? savoir si je temporise 3 minutes ou si je lance et on relance un truc après...
Merci @jfmourgues pour le coup de main pour débrider et nettoyer. J'étais pile à l'heure. C'est en train de coller.
rdeville a rejoint le canal.
@labolov.sylvain https://www.motedis.fr/shop/Produits-semi-fini/Plaquette-aluminium/Plaquette-aluminium-pas-lamine/4mm-non-enroule/Plaquette-aluminium-4x200-mm::999998043.html 4x200x200 alu à 3 euros, ça peut valoir le coup d'en prendre un peu
oui, mais + 15€ de frais de port...
Laisse moi la semaine, je devrais pouvoir trouver quelques morceaux d'alu (moins grands, mais ça permettra de tester un peu)
Cette entreprise a plein de roulements, profilés etc, on peut leur prendre de quoi faire l'agrandissement d'une k40 en même temps
ça ça me va, mais il faut qu'on se penche sur les plans avant, savoir ce qu'on achète (et comment on le fait). Est-ce qu'on se lance à bouger tout le tube ?
je pense que c'est à envisager dans un 2e temps, ça risque de devenir un projet pharaonique
je propose de reproduire ce build: http://replicantfx.com/k40-laser-cutter-rebuild-12x24in-2/
et s'il marche et qu'il devient la k40 de prod on recycle l'autre k40 pour faire ton projet de tube direct
ou alors ce rebuild là: https://www.thingiverse.com/thing:1806374
si tu es là ce soir je veux bien qu'on décide lequel on fait et qu'on fasse la liste de courses
pourquoi pas, mais on remplace le nid d'abeille par un lit de vis !
J'ai récupéré un peu d'alu, j'amène ça ce soir.
@crapaud @jfmourgues alors en fait, la plupart des paquets USB sont vides, probablement juste une sorte de keepalive. Mais ça balance des paquets toutes les quelques microsecondes parfois… du coup, la desynchro pas cool sous virtualbox était je pense plus due à la charge de ma machine et à la capture par wireshark
@grapsus @labolov.sylvain j'ai acheté 2 rallonges et 2 multiprises
j'ai remplacé la mutliprise sous le bureau de la CNC et posé une rallonge pour faire plus propre
Trop cool ! Tu me prends le ticket en photo ?
je te laisse l'original dans la boite à clés
@grapsus @jfmourgues voici une dissection grossière des paquets USB. Il y a environ 1seconde de paquets, qui doivent correspondre à un des mouvements rapides. Chaque paquet fait 64 octets "utiles" (+ 64 d'entête que j'ai viré) . 1 courbe = l'octet numéro xxx en fonction du numéro du paquet (ils sont pas parfaitements espacés, le temps est chiant à extraire). Ça ressemble méchemment à l'envoi de steps je dirais !
Sauf un argument contraire solide, j'ai vraiment l'impression que c'est très bas niveau leur communication...
Du coup, difficile de virer mach3 (j'ai bien en tête de remplacer leur carte par un grbl, ce qui peut se faire assez simplement, mais ça viendra plsu lentement).
@grapsus @labolov.sylvain hello hello. j'ai un peu commencé a explorer cam bam et je voulais commencer une bibliothèque d'outils. Est ce que vous auriez une liste de ce qui a été achetépour le lov avec la description. je fait un coup d'hosto la semaine prochaine je crois que je vais avoir le temps de geeker. a plutch.
Salut. Je n'ai pas la liste, il faut regarder dans la boite… pour Falbala, le probleme, c'est qu'on a une licence d'essai, et je ne suis pas sur qu'on continue avec lui… la bibliothèque d'outils peut etre utile dans tous les cas. Le fabricant nous avait file directement des styles d'usinages : 1 style = 1 outil + 1 matériau + une vitesse + 1 profondeur de passe…
ok du coup pas de liste écrite et bieng je passerai surement la semaine prochaine pour me faire un epetite motive. a pluch.
Mais en bref, on a de quoi faire :
- du PCB (électronique)
- de la découpe vinyl
- de la découpe/gravure alu
- de la découpe gravure bois
- de la découpe gravure PVC, acrylique
- de la gravure fine sur verre, inox ou autres trucs durs
@grapsus je me suis pris une blague en lançant la découpe à la fin de l'atelier.
J'imagine que tu avais lancé le programme puis arrêté dans mach3 ?
Si oui, je me suis fait avoir car il est reparti là où tu avais arrêté et n'a pas démarré la broche… et j'ai tapé l'arrêt d'urgence trop lentement… j'ai tué la fraise. On a relancé ensuite en lui disant bien de reprendre à la ligne 0 et pas de soucis.
oui exact, j'ai lancé l'usinage et ça a commencé à faire trop de bruit, alors j'ai arrêté, il ne relance pas la broche tout seul o_o
à part ça le fichier était bon ?
J'imagine que ça dépend si tu fais 'arrêt ou 'pause' pour la broche.
Sinon OK. Certains intérieurs de lettre ne tenaient pas, mais c'est lié au dessin imparfait (les lettres étaient en plusieurss chemin-s, pas tous dans le même sens)
Enfin… on est passés à 2 doigts de la deuxième fraise pour la découpe du cadre, je l'ai arrêtée à moins d'1mm de la vis de fixation.
Et une pinule
Et un foret à centrer trop gros pour aller sur notre broche… j'ai du me planter dans la ref…
premier teste du module de forge à induction à un tiers de la puissance (pas d'alim plus grosse...) et ben. ca chauffe!! suite des aventures quand j'ai un erzatse de truc fonctionnel.
genre https://www.youtube.com/watch?v=bs8LLNn-Z-0
T'arrives à faire fondre de l'alu ou pas encore ?
J avoue j ai pas testé trop longtemps le refroidissement n etait pas finit. N
Je voulais juste voir si 500 w a la plce de1.5kw ca chauffait. Je pense que je devais me rapprocher de 300° sans forcer. Je vais essayer d avancer le boitier et le refroidissemet pour un test de 500w et 5 mn de fonctionnement.
@labolov.sylvain on a réparé le palpeur pour la CNC, tout roule. Ça usine trop bien
@duberval l'illustration/définition des hauteurs pour l'usinage :
https://wiki.freecadweb.org/File:Path-DepthsAndHeights.gif
Mes premiers copeaux d acier! ( Meme si c est nanotone qui a fait les tout premiers) ca marche bien!
Classe ! ça doit faire plaisir !
l'idée c'est d'avoir un bloc fixe en bas et un bloc mobile en haut qui peux se déplacer dans le sens de la pente. quand on met une vis ça bloque celui d'en bas et ça fait descendre celui du haut a la vertical. vu qu'il y a une pente et une rainure le bloc du haut se déplace aussi dans le plan horizontal. vu que c'est ce bloc qui est en contacte avec la piece il pousse aussi la piece. si il y a les memes bloc de l'autre coté, le brut est bloqué contre le martyre sans besoin de mettre des vis. et pour être sure que la broche ne tape jamais dans les bloc
1 on met des cales en bois entre la pièce et le bloc coulissant de la hauteur du brut (si la broche sort du brut : elle attaque les cales et pas les blocs)( dans le cas d'usinage de panneau)
2 si la course de l'axe Z le permet on met deux cales sous le brut pour qu'il soit tenu par les bloc en dessous de la surface a usiner (je pense au surfaçage de bois après ébauche à la scie a ruban)
et je pense que dans tous les cas c'est mieux de faire ca en bois ou plastic pour éviter l'accident bête d'un foret qui tape un bout de ferraille.
@labolov.sylvain hello hello j'ai eu une idée et j'ai besoin d'un avis. pense tu qu'un étau de fraisage bien lourd ait assez d’inertie pour bloquer une pièce de bois a surfacer. si oui on abime pas le martyr avec des vis et en travaillant au dessus des mors de l’étau on ne cogne jamais la fraise et on peux surfacer tout le bout de bois. une idée comme ca...
Sur le principe, ça joue, mais que pour des petits morceaux, pas évident pour de la plaque. Après, attention à la course en Z et au fait qu'il faut fixée l'étau…
https://www.leprogres.fr/economie/2020/11/28/il-reussit-a-fabriquer-40-lingots-chez-lui-pendant-le-confinement
du cuivre « récupéré », provenant de « chutes de chantier » 😁
Mais je valide la microforge. 40 kg de cuivre, c’est un joli butin.
J avais pensé au concept. J'avais déjà bien avancé la fonderie. Si il y en a que ça intéresse je peux relancer le projet.
En plus j'aime bien l'idée de faire de la Fonderie à Lyon... On évitera de faire ça dans le local on trouvera mieux
Autre chose. Est-ce que ça vous semble pertinent de créer un canal spécial pour la fraiseuse pour du partage d'expérience ou des idées d upgrad?
Usinage me semble pour l'instant un pas trop mauvais canal...
du coup niveau rapport expérience:
le calculateur du site de id cnc marche bien mais je vais essayer de faire une calculette perso qui détaille plus les conditions de coupes.
la technique de l'éteau vissé au martyr ca fonctionne pas mal meme si je pense que ca peux ce penser comme un upgrad.
le laiton ca marche bien mais faut y aller peper. et ca vibre un peu. il y a je pense moyen d'augmenter facilement la rigidité de la machine (cf chapitre uprgrades)
par contre sur un bord qui n'était pas droit sur 0.4mm de large et 0.3mm de haut en trop soit 0.6mm j'y ai laissé une fraise de 3.17. pourtant a 0.6 de passe on est largement en dessous de la moitié du diamètre de la fraise. elle était peut être un peu fatiguée. j'en arrive a mes propositions d'upgrade.
upgrad 1 penser un carter en plexi. je me suis trouvé ravi de ne pas être sur la trajectoire de la fraise
upgrad 2 je pense qu'une mise a niveau + solidarisation des pieds aux bureaux avec des sert joint par exemple peut faire gagner en rigidité et en stabilité générale de la machine.
upgrad 3 je pense que des fraises de 6 mm (et la pince porte outils correspondante) pourrais être utiles pour des travaux de surfaçage de matériaux dur. elles sont moins fragiles et leur vitesse de rotation étant moindre ça tire moins fort sur la broche et le bati (je pense)
upgrad 4 a faire si un jour on intervient sur le martyr: mettre sur la face inférieure de façon un peu réfléchie des insert avec des pas de vis pour pouvoir boulonner temporairement au martyr plutôt que multiplier les trous de vis qui déforment la surface. vu que c'est en bas du martyr les fraises ne peuvent pas toucher les insert.
par un peu réfléchit,donc, je pensait un espace pour boulloner des étaux un autre pour boulonner des plaques de serrage. ou carrément une zone avec un insert tous les 5 cm pour fixer n'importe quoi avec de calle et ne jamais perdre le surfacage a cause d'un trou de vis qui a relevé une partie. je pense que sur toute la taille du plateau il doit y avoir moyen de faire des zone
et enfin upgrad 5 accrocher l'aspirateur au mur!!
et peut etre une table porte outils sur roulette.
ah oui des trou pour un seul étau mais orienté a 45° 60° 30°.... bof j'aime moins. meme si en vrai ca peux parfois etre util quand meme je pense.
je l'ai fumée comme une grosse buse j'ai branché le + sur le -!!!!
@duberval réponses en vrac (et probablement pas à tout).
quand on commence à taper dans le métal, il vaut mieux lubirifier/refroidir. C'est peut être bêtement que ça a trop chauffé.
J'ai des pinces perso de toutes tailles, je les amènerai et laisserai probablement au LOV.
Pour le défaut de surface, l'idée du martyr est justement que c'est un martyr : idéalement, on le re-surface un peu régulièrement (en vrai, on ne l'a pas encore fait, il est penché, mais ça fait à bal de poussière, il faut d'abord monter l'aspiration dessus).
Fraise qui vole = rappelle qu'il faut mettre les lunettes de protection !!!!!
L'idée des inserts par le bas me plaît bien ! faudrait juset ajouter des "marques" pour voir quand on arrivera dessus.
@duberval et clairement, le d/2 de profondeur de passe ne s'applique pas pour les métaux ! À l'oeil, je parirais sur du 0.3mm de passe dans de l'alu grand max avec la 3.17.
J aitait parti sur moins de 1/8 avec marge on tombais effectivement a des passes de 0,3 . Je pense que pour de la poche il faut monter le diametre et baisser la vitesse de rotation. Et pour faire plus profond je pense que le facteur limitant ca doit etre la rigidité. Mais je rajouterai la lubrification au prochain test.
Je vois qu a la perceuse ou au tour ca change tout.
on sera effectivement limité par le manque de couple de la broche et la rigidité de l'ensemble. C'est un beau jouet, mais il faut garder en tête qu'on reste sur de la petite fraise amateur, pas trop faite pour le métal...
certe mais au vu de id-cnc et cnc fraise elle est quand meme capable d'en faire un peu mais effectivement c'est pas les memes conditions.
En clair, tu peux faire de l'alu, mais faut pas être pressé (et changer les fraises souvent)
D'ailleurs, si tu regardes les conditions de couep sur https://id-conception.fr/content/26-conditiondecoupe pour l'alu, il t'annonce 300 µm de profondeur de passe pour la fraise de 3.17.
un peu de reve pour la nouvelle année
https://youtu.be/a7Xjq0jy0kQ
je vais même jusqu'a conseiller sa chaine: c'est une mine de trucs et astuces de vieux mecano avec des bouts de boulons et de ferraille qui traine pour faire des pièces d'horlogerie (en l'occurence des moteurs v12 de 20cm de long.)
Méthode de fixation sans perçage. Ca marche mais ca vibre. Il faudrais soit un second étau identique soit des calles entre les extremité et le martir
Ca vibre aussi mais ca marche
Excellent, cela permet de partager des savoirs qui ont tendance à disparaître ... sauf dans les fablab et les garages des anciens !
Bon pour mettre quelque chose sur le frama en ces temps de disette des fab lab. Je n avais pas idée d un autre canal
Bon et ca ca rentre plus dans le cadre
petit upgrade moche mais pratique pour les fraises de la cnc. cadeau bonux un petit inventaire (incomplet car photo pourrie ou pas d'info sur l’emballage. si quelqu'un veux compléter les trou lors d'un passage...). ca peux aider a faire les profils.
petit projet porte savon. pour la gravure les photo sont parlantes. finition des angles à la ponceuse a bande chanfrein de la poche avec la grosse fraise a 90° collage epoxy du bois clair traitement à l'huile. bises
pense bête pour la CNC : les écrous peuvent se desserrer au niveau des pieds. Problème rencontré : l'écrou du pied droit s'était desserré et venait empêcher le bon fonctionnement du détecteur de fin de course (en Y).
t'as re-essayé de faire des PCB ?
PCB : pas encore, depuis octobre dernier ... mais çà ne serait tarder ...
du coup il y a eu le proto du projet de gravure de taches solaires a partir de photo. bon y a tout a améliorer entre chaque étapes mais c'était rigolo.
@jfmourgues c'était quoi le périmètre de tes lames de scie ? il y en a pas mal sur internet
@grapsus tout est noté dans le wiki
https://labovilleurbanne.fr/dokuwiki/doku.php?id=scie_a_ruban
10 mm de large en 0.36 d’épaisseur pour la coupe du bois en 6TPI
6 mm en 0.63 d'epais pour chantourner
@jfm du coup il te faut lesquelles ? coupe ou chantourner ?
10mm * 0.36
https://www.amazon.fr/Lames-1425mm-0-36mm-Premi%C3%A8re-Qualit%C3%A9/dp/B07533W2BN/ <= 18€ pièce, bonne qualité livré vite
https://fr.aliexpress.com/item/4000384240553.html <= 9$ pièce, qualité inconnue, livré depuis la Chine
pour le chantournage en 6 * 0.65 j'ai trouvé ça:
https://www.amazon.fr/lames-performance-Budget-Haager-Interkrenn/dp/B084J7RNW9/ environ 10 euros pièce, livré vite
@jfmourgues ^ je commande lesquelles alors ?
je vais regarder ce soir
pour bien faire, il faut les deux
https://www.youtube.com/watch?v=SjJulcvTA7Y
beaucoup de machines pour l'usinage :D
arofarn a rejoint le canal.
premiers test de la forge a induction. workshop quand vous voulez. bise
https://www.youtube.com/watch?v=1MkrNVic7pw
il est completement allumé ce mec!!
Hello en rangeant dans mon bordel de grenier informatique j'ai retrouvé une liste des fraises dispo avec leurs caractéristiques. c'est incomplet mais c'est déjà une base.
Oui, une bonne base ! çà en fait une cinquantaine ? c'est pratique de les ranger par matériaux que t'as identifiés.
Du laiton (cuivre + zinc a peu pres 950° pour fondre)
bientot l'or ... en plus la forge a l'air transportable à vélo. Quand tu vx pour le workshop. Début 2022 ?
Par exemple. Pour l'instant il y a réparation car j'ai sous-dimensionnée une pièce électrique qui a donc évidemment fumé à la fin de la session. Je lui reconnais quand même d'avoir tenu 10mn
gofannon a rejoint le canal.
@channel j'ai allumé la cnc et le PC pour que des gens puissent bidouiller. Comment je peux l'éteindre sabs abîmer? Direct depuis la multiprise?
juste éteindre le pc (dans le doute moi je tape l'arret d'urgence sur le boitier) et j’éteins la multiprise.
Petit point procédures cnc après avoir du debloquer pince z et outils
pour la fixation des outils.
1 enlever la bague de serrage
2 fixer la pince d adaptation de diamètre dans la pince se serrage. Ça doit tenir tout seul: ça se clip.
3 mettre l outils dans la pince fixée sur la bague
4 mettre le tout dans la broche
5 serrer a la main puis a la pince
6 quand ca appuie sur le filetage : pas plus qu'un 8 e de tour de clef
Et après le taf :
On enlève les pièces de la table
Le coup d aspi
On remet les outils ds la boiboite
Qu'on pose avec les clef les vis la pelle et la balayette sur le plateau où le petit meuble prévu à cet effet mais tout au même endroit.
On ferait ré-apparaître le balai et on en passe un petit coup par terre pour le reposer pas loin de la bécane.
On ne le dira jamais assez
Au passage j ai eu un critical fail en taillant mon skate board. Qui expliquerai peut être l'utilité des fraises a bois droite.
Sur des passes meme pas si épaisse (3mm de passe pour 6 mm de fraise dans du cp) la fraise est descendue allant meme jusqu a sortir de la pince
C'est arrivé avec 2 fraises différentes de 6mm hélicoïdales.
Interprétations: le profil hélicoïdale contre le bois a tiré verticalement sur la fraise.
D'ou ca viens:
-pas assez serré mais un huitième de tour ca marchait et plus on sent que ca force
-gras ou poussière dans la pince: nettoyer le tout avant de le mettre ds la broche.
-mauvaises conditions de coupe : pourtant j'ai pris le calculateur de id-cnc avec des paramètres secur...
Bon du coup retour d'expérience c'est la première fois que ça m'arrive dites-moi si vous avez la blague. En tout cas ça a ruiné mon skateboard...
c'est surprenant, tu as pas dépassé la vitesse de rotation max pour cette fraise ?
bah non je suis resté dans les clous du calculateur ID cnc et j'ai rajouté une marge de sécu...
C'est reparé suite des tests
J'arrive après la bataille, mais t'aurais pas pris une pince en 6.35 au lieu de 6 ?
Ça me paraît peu probable mais je vérifierai dans le lot de pince. Effectivement si c'était le cas ça explique pas mal de choses.
On a fait du surfaçage hier, ça marche bien mais on a constaté un léger motif en escalier qui implique que l'axe de la fraise est pas 100% orthogonal, donc pas de surfacage du martyr avant d'avoir réglé ça, j'ai commandé un comparateur
@duberval on a aussi légèrement bougé la table avec la CNC hier pour pouvoir circuler autour, on s'est aperçu que ces tables sont quand même assez bancales, tu serais partant pour faire une base en métal ? la CNC a juste 4 pieds dont elle s'en fout d'avoir une table, si on lui fait un cube avec des tubes de métal soudés ça sera béton
Je pense que la prochaine fois qu'on surface des poutre (si on poursuit dans ce sens), il faudra faire le zéro en Z sur le martyre pour espérer avoir toutes les pièces de la même hauteur.
Et quitte à régler la machine, remonter un peu la broche pour pouvoir surfacer les petits côtés (en plus c'est ceux qu'on veut coller ensemble : si on y arrive, on pourra faire un plateau à surfacer d'une traite).
certe certe au passage ce serai bien de rajouter des inserts en dessous du martyr pour fixer des étaux ou des brides avec des boulons . j'avais fait un truc la dessus je vais essayer de le retrouver
apres usinage des trous on fait le surfaçage a la fraise et si on utilise de préférence les boulons plutôt que les vis on n'a pas les petites bosses qui apparaissent quand on vis direct dans le bois.
et on refera encore un surfacage quand il y aura un batti definitif rigide avec une mise a niveau
il y avais ces petites calles aussi
j'aime beaucoup le principe des inserts, ce sera très pratique.
Avant, il faudra régler le problème d'orthogonalité de la broche (donc probablement redresser et soutenir l'angle du bureau bancale) puis surfacer un coup le martyr dans sa position actuelle pour effacer les gonflements provoquer par du liquide. sans ça, l'usinage des empreintes des inserts va être bancale.
On a réglé à la perfection l'axe de la broche avec le comparateur micrométrique mais il était trop tard pour un surfaçage.
Le compresseur est branché et utilisable avec une soufflette :)
+ lumière pour le coin CNC
jeremiecambon a rejoint le canal.
97 euros collectés dans la boite des planches en libre service !!
merci à tous d'avoir respecté la boîte
ça va nous payer une Dremel
hésitez pas si vous voulez que j'achète d'autres trucs en grosses quantités en self-service
C'est une bonne idée d'avoir ce "self service" pour pouvoir tester rapidos :) J'ai pas regarder si y a du "carton gris" dedans par contre pour prototype.
Je trouve que le coin "self service" est pas clair niveau explication, suis tombé dessus en rangeant l'étagère et sur la tirelire bien lourde ^^
Il restait deux trois planches de cartons , je penses aussi qu'au niveau planche, avoir plusieurs épaisseurs ça peut être intéressant (2mm et 3mm) et au niveau taille, si on peut avoir du A4 +5mm histoire de pouvoir avoir une marge d'erreur pour passer moins de temps à régler le laser
flagrange a rejoint le canal.
Outil de blocage AAC fabriqué au LOV en mode ghetto :D
@arofarn @frogt @duberval hello ! concernant l'achat de la scie à onglets, est-ce que vous êtes OK pour la Metabo 254 M ? https://www.amazon.fr/Metabo-602540000-KGS-Scie-onglets/dp/B00N9ZXT10
300 euros, 1800W, lame de 254 mm
est-ce qu'on se prend une lame pour alu ? https://www.amazon.fr/Metabo-628223000-254-30-80-FZ-Lame-circulaire/dp/B004G9VCEY
quelles autres lames ou accessoires ?
Hello, j'utilise cette scie dans mon atelier et pour l'usage du love je pense qu'elle est largement suffisante point facilement transportable même si besoin point suffisamment puissante et la visée laser est très pratique. Ok pour la lame aluminium ça sera très utile et elles sont faciles à changer sur cette machine les lames
trop cool ! merci pour ton retour d'expérience :D
donc budget total 350
Ça pourrait être malin de prendre des servantes à rouleau ou au moins une
https://amzn.eu/d/gXs2aVx
ah oui c'est exactement ce qui nous manquait pour la dégauchisseuse, mais je savais pas que ça existe lol
Elle me semble parfaite :+1: et une lame alu sera bien pratique pour les profilés
@frogt je ne connais pas mais sur le papier ca me semble bien est ce que tu peux juste vérifier sur la tienne la courbure des rails de guidage. sur une coupe qui fait toute la longueur j'avais déjà eu des blagues: ca me faisait une coupe légèrement courbe mais assez pour que quand tu assemble droit , ben... c'est pas droit. après metabo je connais peu mais j'ai pas eu de retours negatifs.
@jfmourgues du coup tu veux ça comme lame en plus https://www.amazon.fr/Bosch-2608640680-circulaire-Speedline-dents/dp/B000XJ0R3S/ ?
yep
en gros, si on a le budget, on peut prendre les deux
celle ci sera beaucoup mieux pour couper les bastaings
l'autre risque de chauffer et de s'user prématurément
C'est pas parfait sur de la coupe de planche effectivement car c'est un peu flexible mais même sur de la dewalt à 800 balles l'effet radial est pas parfait. Sur une festool à 1500 ça va . À partir d'une certaine taille il vaut mieux couper à la circulaire où sur table
Certe du coup validons metabo
Je pourrai faire une formation scie à onglet radiale au lov quand il y en aura une 🙂
@frogt bloque la date parce qu'elle arrive :D
Yes, ben ça sera pas possible fin juin mais début juillet je peux tenter le coup ! Je rentre de Paris le lundi 4 , je serai pas forcément dispo mais soit dans la semaine soit la semaine qui suit
Lo and behold: scie radiale (j'ai plus de dos)
vous voulez pas faire des serrages comme ça pour notre CN ? @duberval ? il y a le fichier qui est dispo : https://www.thingiverse.com/thing:4224578
C'est des lingots de quoi ?
désolé ca fait un moment que je ne suis pas passé. certes c'est du cuivre: un long tuyau.et il y a une tentative de dessin de tête de mort au fond du moule . ca fait plus trésor de pirates.
et un petit article sur une mission à la con que j'ai fait hier matin
on peut mettre ça sur le blog ?
Absolument à 100 %. Faudrait même que je retrouve mes logs pour le publier moi-même.
j'ai commencé a dédier une table / poste de travail pour la scie a onglets. mais du coup il y a eu arret du chantier pour cause de manque de visserie. je finit ca la prochaine fois j'en profiterai pour ramener un petit stock de visse'rie de recupe.
tu parles d'une table pour scie à onglets au lov ?
labovilleurbanne a rejoint le canal.
xaviermeunier a rejoint le canal.
Et j'ai remis le petit tour à bois en route. Ça marchotte mais on arrive quand même à faire des trucs. Et en vrai ça a l'air d'une bonne petite machine. Ne pas hésiter à être généreux sur la graisse. Le gras c'est la vie.
J'ai retrouvé des tuyaux en acier chez moi. Si ça vous dit de faire un atelier soudure ça peut être une base pour la grande étagère. Et c'est de la ferraille c'est solide. C'est vrai qu'il y avait l'option SolidWorks devi et achat. Mais j'aime bien aussi l'option full récup avec des bouts de ferraille complètement dépareillés soudés sur place ça a un petit côté steampunk qui ne me déplaît pas. D'ailleurs on fait les renforts d'angle avec des engrenages coupés en quatre.
chris69 a rejoint le canal.
Je suis tombé sur le Lab et denis m'a proposé de venir discuter ici, je souhaite pouvoir utiliser la CNC pour un projet d'horloge en bois dont je possède les DXF et j'aimerais savoir si quelqu'un souhaiterais m'accompagner sur le projet pour la prise en main de la CNC
je n'habite pas sur lyon donc ça serait plus sur des weekend début 2023
voici l'horloge dont j'ai les plans: https://www.lisaboyer.com/Claytonsite/birdofparadisepage1.html
J'aurais probablement quelques engrenages à inclure dans mon propre projet d'horloge (même si je m'oriente de plus en plus vers un système arduino-moteur pas à pas). Et j'ai déjà eu l'occasion de jouer de la CNC pour mon projet de convertisseur DTMF. Si bien que je suis partant pour accompagner ce projet d'horloge 😃
ton horloge a un système de contrepoids?
Pas vraiment non. C'est un moteur qui devrait gérer le mouvement, piloté par un arduino et alimenté par une batterie ou sur secteur
ha oui moi c'est une vrai horloge manuelle
a remonter tout les deux jours je crois
c'est ma meuf qui va raler :D
Moi je suis moins low tech sur ce coup. Je le regrette. Dans une version 2 peut-être 😉
du coup xavier quand est ce que tu es dispo pour qu'on regarde la CNC ensemble ? moi ca urge pas mais n'étant pas sur lyon cela me demande un peu de logistique pour regler celz
AÏe, avec le froit et la fête des lumières, je n'ai plus vraiment le temps (je m'occupe d'enfants mal logés, en plus de bidouiller au LOV) Dit moi plutôt que tu penses venir, et je ferai mon possible pour garder ce créneau pour venir aussi.
d'accord je comprend, après je ne suis pas pressé on peux voir ça sur l'année prochaine en février car ma fin 'année est bien chargée :)
bon faut vraiment qu'on fasse un atelier CN. moi aussi c'est bien le wai pour cette fin d'année mais janvier ca peux le faire je lance un framadate pour quand ça dit a qui https://framadate.org/nimmxX2pRQi8H9gT
laurentmeasson a rejoint le canal.
Oups, je viens seulement de voir le framadate pour la CNC. C'est maintenant complété
c'est cool le framadate, hélas en janvier je suis pas là, mais février je serais d'accord pour trouver du temps :)
nrineau a rejoint le canal.
obiyan a rejoint le canal.
@all j'ai bloqué la date du 14 janvier a 14h pour la formation CNC est que les copains de la SI peuvent m'expliquer la nouvelle procédure pour inscrire ça dans l'agenda du lov? j'essayerai de passer dans la semaine pour poser une affiche. a pluch. val
Salut ! C'est toujours bon pour la formation CNC de demain ? @duberval
@all et oui c'est toujours bon pour la formation cnc
Je ne vais pas tardé à décoller de chez moi :)
Hello tous. Je vous fait parvenir la V1 du pdf de la formation CNC c'est bien incomplet et il y a des pages ouvertes pour les utilisateurs et leurs expérience. il manque surtout un tuto d'exemple pas a pas mais je doit passer au lov pour faire des captures et tout et tout .
pour le passage sur le wiki je peux vous envoyer les photos bien rangées comme sur le pdf ou je veux bien apprendre à le faire avec un lovalover qui sait.
super le ppt. Je ne trouve pas les information sur le sens de coupe. Je sais que l'on a une fraise qui tourne pas de le même sens (sens contraire horaire).
Et je ne trouve pas l'url de ic-concetp pour le calcul.
Mais super boulot. Une bonne bible pour commencer la CNC
En bas j'ai fait une page "sites utiles" ou tu a cncfraise, id-cinception, manuel de cambam en francais et cours de meca trop bien.
Je complete l'affaire
on a enfin branché l'aspiration sur la CNC, c'est pas parfait mais il y a un début d'aspiration sans tenir le tuyau à la main !
J’ai trouvé des moustaches
j'ai fait un upgrade du pdf pour la cnc avec le début d'un tuto (donc la CAO). le projet c'est un espèce de gros étau pour bloquer les billes de bois pour l'établis.
je ferais la partie FAO quand je passerai au local avec des captures de l'écran et des photo sur place.
citrouilleorange a rejoint le canal.
christianad a rejoint le canal.
J'ai trouvé la brosse parfaite pour l'aspiration de la CNC, un truc de bas de porte à 4 euros, je passe poser ça samedi
ainaosm a rejoint le canal.
shaga a rejoint le canal.
Bonjour ! J'aimerais savoir si on peut découper du verre ( glas, mirroir) avec notre Cnc ! Merci !
@shaga hello ! comme je vous disais l'autre jour, en théorie c'est possible, mais c'est très très délicat, il faut des fraises diamantées spéciales et il faut exactement savoir les mettre à la bonne vitesse
c'est plus compliqué que de couper des métaux doux et le risque sécurité est important aussi
donc en théorie c'est possible mais on a pas la compétence
Et il y a un risque important de faire voler des éclats de verres dans toutes les directions (pas de capot).
ok merci pour vos reponses
lologaugau a rejoint le canal.
sowlipsism a rejoint le canal.
démo pour la journée portes ouvertes, ça fait aucun bruit et rendu très joli
et on a plein de chutes de plexi
Et dans du bois ? Les chutes de plexi, ça sert à plein de chose (et le bon plexi est dur à trouver et cher)
hello je me permet de poster sur le topic ou je ne suis pas venu depuis longtemps
est ce qu' y'a un canal pour parler des projets d'usinage qu'on veux proposer
j'aurais deux projet à proposer mais j'ignore les disponbilité et les modalités , j'ai déjà le bois, car ce sont des projets CNC bois
j'avais eu le contact par denis sambain
Moi aussi ça fait un petit moment que je ne suis pas venu ni au local sur le forum. Les modalités c'est surtout de te caler un créneau avec le CA où tu auras la disponibilité sur la machine. À part ça (je le répète je ne suis pas trop dans les petits papiers cette année) je ne vois pas trop quel autre facteur limitant il peut y avoir.
Au passage si tu as le temps de faire un article sur le projet ou au moins quelques photos c'est cool.
D'ailleurs je donne l'exemple avec le projet d'hier une pince à creuset. Du coup si il y en a que ça intéresse je pourrais aussi proposer une démonstration de la forge à induction.
1 forgeage à chaud des dommage de la pince à partir de fer à béton.
2 forgeage à froid dans l eteau des deux mâchoires.
3 soudage des mâchoires
4 soudage des pâtes de soutien du creuset
5 découpage des bords pour laisser passer le bain de fusion.
Et bientôt le test
j'ai utilisé depuis la semaine dernière la CNC. Je constate que le aspiration marche mais il ya deux soucis.
1. les outils ne peuvent pas travailler librement.
2. il une perte de aspiration du au trou autour de l'outils.
3. on ne peut pas faire le mise à zero avec les outil papable sans le defaire.
Je vous propose ce genre de solution.
oui j'suis d'accord, notre système est bancal au niveau de la hauteur fixe
j'aurais une préférence pour un truc qui bouge quand le Z bouge du genre
je glane des infos sur le net
Le souscis quand coller peut empêcher les profondeur plus long que les poil.
sinon on teste sans les poils comme dans les photos ? Si le tirage est bon ça pourrait marcher ?
le seule soucis est projection. j'aime bien notre solution actuel. Mais, il faut peut plus grosse.
on ouvre ce soir entre 17 et 19h
Les poils démontables ça peut être intéressant pour surveiller ou documenter. Par contre, ils sont super utiles pour la collecte des copeaux... j'ai de gros doute sur l'efficacité des modèle sans poils vu le nombres de copeaux qui volent quand on fait un aspiration à la main, au plus proche.
Une autre idée dans cette vidéo de boiseu : https://www.youtube.com/watch?v=f1mhKCV494g
ilias_0_0_ a rejoint le canal.
eric10890 a rejoint le canal.
lauriane_cr a rejoint le canal.
shonk a rejoint le canal.
On a resurfacé le martyr de la CNC
Le prochain qui fait un trou de plusieurs mm se dénonce et paye sa tournée...
Salut. Je suis en train de préparer un petit projet de garage à vélo en bois à découper à la fraiseuse CNC, mais je ne retrouve pas les dimensions de la surface de travail. Ce n'est pas indiquer sur notre wiki... une idée ?
Pour info, ce serait une v2 plus propre de ce truc là (fabrication en bois de palette) :
mais c'est vraiment la taille max quand tu es à 1mm de taper les endstops, si tu peux avoir 1 ou 2 cm de marge tu seras beaucoup plus tranquille, pour surfacer 100% du martyr c'est possible mais j'ai bien galéré à caler les 0
pour rappel pour la CNC il faut utiliser les driver mach 3 dans le logicel 3D pour générer le fichier geocode
Merci pour les infos, les dimensions vont surtout m'aider à choisir la taille du panneau à découper (je passe de temps en temps regarder les chutes au rabais au LeroyMerlin d'à côté ;)
axelbobi a rejoint le canal.
piouw a rejoint le canal.
Hello,
Quelqu'un a les dimensions utile de la cnc ?
hello 1500*800 selon la notice
"Ziamzra 60 Pièces Insert Bois M8x20mm Insert Fileté Bois M8 Insert Fileté Ecrou Douille Filetée Insert Manchons à Visser Hexagonal Zinc pour Armoires Lits Chaises et Autres Meubles en Bois : Amazon.fr: Bricolage" https://www.amazon.fr/Ziamzra-M8x20mm-Manchons-Hexagonal-Armoires/dp/B0CQP55YLR/ref=mp_s_a_1_1_sspa?crid=3TIYAWSGRFRQJ&dib=eyJ2IjoiMSJ9.MFLHQy9_SvmWBNnCAIgWCbiZr9gs18jGFbvESc1obrau9m-UVSdzVfzgXP6KpPT3DlyzS7sNL-ceanTVEHv2LZMMf7crvdTaxNDf1i1IM0XWZgrpM-h8_72WkGFOm9n8uiERSEqG8-W2_lfEZVsYS4bR9PvVxY_VkT_vZs3mygne5J77z7VEvHkrG2551uCui1IxYNBEewzj_Y6K3tV8Bw.H2df9FILS2xN1U0EBjxnNqo3JQbzamtkFBWoTr5QvRo&dib_tag=se&keywords=insert+filet%C3%A9+bois+m8&qid=1723646662&sprefix=insert+filet%C3%A9+bois%2Caps%2C155&sr=8-1-spons&sp_csd=d2lkZ2V0TmFtZT1zcF9waG9uZV9zZWFyY2hfYXRm&psc=1
Je sais que c'est un petit peu du cacamazon mais c'est vraiment pas cher pour un upgrade significatif de la CNC
@duberval ça me fait penser, qu'il faut qu'on mette les inserts, noyés au moins 10mm sous la surface du plateau, sinon on pourra jamais surfacer et la casse des fraises ne se fera pas attendre
j'ai comander les inserts sur amazon. Je l'ai reçoie vendredi
avec nrineau et benoit? ( j'ai un doute sur le prenom... mais ça va rentrer a un moment) on évoquais de mettre les inserts dans la planche en cp avec le premier insert sur le point 0 que l'on obtiens avec la procédure de référencement des axes ( quand la bécane pousse jusqu'aux interrupteurs de fin de course ) l'idée c'est de faire ça sans le martyre . Ensuite on le remet et on fait un perçage du martyr au dessus des inserts. ça permet de surfacer et si on doit changer le martyr il n'y a plus qu'a refaire le perçage dans le nouveau.
excellent conceptif envoyé par un collègue https://www.facebook.com/reel/1149395569623725
une sorte de scan 3D + tour a copier les profils. y zété pas con les anciens
À voir si elle marche bien avec notre cnc mach3
Elle est jolie en tous cas !
c'est quand même spécifiquement écrit mach 3 joystick, ça serait stylé !!
Yes!
Ça permets de se passer du clavier ? Une fois le code chargé ?
bon y a déjà un arret d'urgence.
glandhi a rejoint le canal.
qbene a rejoint le canal.
gros succès sur le fraisage d'une pièce de vélo en alu
profil ID conception alu fraise 4mm
Woah! T'as généré le code comment ?
(il reste à le peindre c'est pas joli) mais j'ai un jeu de direction qui marche !!! (usinage x vélo d'ailleurs)
T'as usiné la seconde partie d'une cuvette ?!
voilà la flasque Cane Creek standard qui convient pas (mais toutes les autres pièces siège de roulement, roulements etc.) vont
Bonjour à tous. Quelqu'un qui maitrise la CNC du LOV sera-t-il / elle présent.e ce soir au local avec un petit moment de disponibilité pour me montrer comment fonctionne cette CNC ? Pour info j'ai déjà utiliser une CNC shopbot et suis donc familier avec le processus général de ce genre de machines.
A ce soir j'espère !
Hello!
J'avais une planche à découper,
On peut le faire ensemble si tu veux !
Super, merci Ilias ! A quelle heure penses-tu faire ça ? Je suis disponible toute l'après-midi / soirée, donc je me calerai sur le moment qui te convient !
Salut,
Je pense y etre vers 18h, surement pendant l'atelier electronique, mais je pense que je serai occupé, et puis je vais rester apres également :)
Hello,
Je ne sais pas trop ou mettre ca, mais je pense que ca pourrait en interesser certains !
https://www.reddit.com/r/hobbycnc/comments/1g7he9b/3d_printable_drag_knife/
melanie96 a rejoint le canal.
Salut,
Je suis passé en coup de vent, reste à la finir, poncer, vernir, peindre et lui donner un rocker :)
Bonjour tout le monde. Je voudrai me pencher sur l'utilisation de la cnc, mais je ne sais pas par quoi commencer, ni comment me renseigner sur les ressources. Est ce que vous sauriez me dire par quoi commencer svp?
Si j'ai un objet 3D fait avec un logiciel de CAO, et que je veux passer ça sur la cnc, qu'est ce qu'il faut faire/apprendre pour y arriver ?
Merci beaucoup 😁😁
Hello, je peux faire une mini formation tp quand je serai là. Je ne maîtrise pas tout, mais suffisamment pour démarrer!
@lologaugau je pense essaie un truc intermédiaire en 2d, déjà pour prendre en main la machine, cnc des formes 3d c'est déjà du haut pilotage
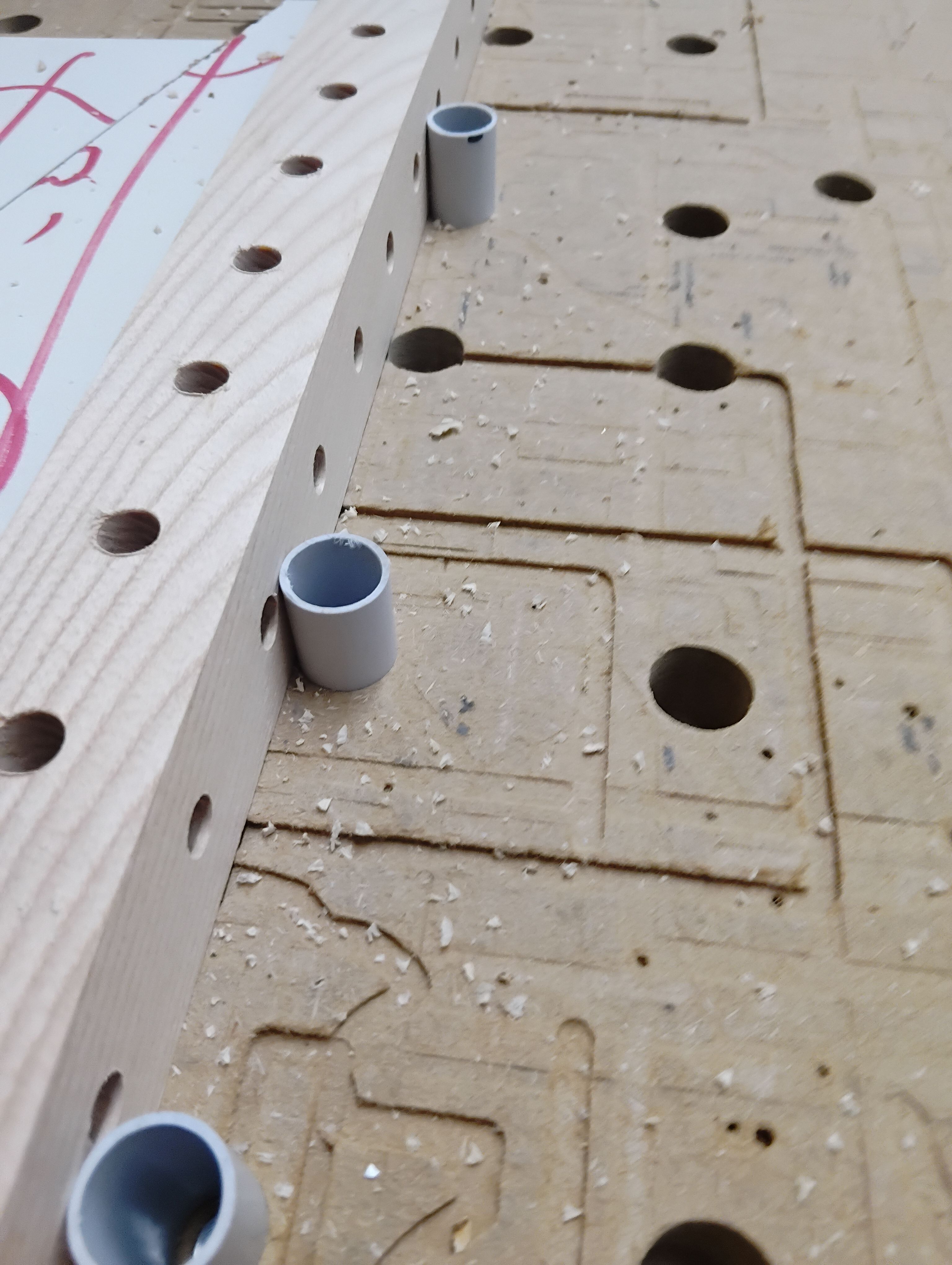
voici le message @shonko : slt voila un lien Fusion 360 pour la plaque avec les attache pour la CNC du LOV [https://a360.co/3ZN4eQT](https://a360.co/3ZN4eQT)
y a 3 trou
y a 3 trous Diamètre 20 sur 26.3mm de prof Diamètre 14 sur 1.7 mm de prof (encolure des attaches) Diamètre 10 sur 18mm de prof (pas de visse des attaches)
[8:16 PM](https://framateam.org/labolov/pl/fozd9eymcbfhidznqt6cq7zmde)
j ai une version d essai j peut pas te passer l'autorisation pour DL le fichier j ai l'impression
Hello, j'ai un document onshape de la grille de troues 8x15, j'ai même le code pour ")
- slt all ont cherche un foret pour usiner le martyre de la CNC et y intégrer un nouveau système d'attache des support à usiner si vous avez des idées ci dessous les échanges avec un fournisseur de foret qui nous conseil du sur mesure
**Message du client :** Bonjour,
Je suis dans un Fablab qui vous prends régulièrement des foret pour ca CNC, le "LOV Villeurbanne", pour un projet ont cherche un foret particulier si vous pouvez m'aider ? Je dois dois trouver une référence chez vous et la transmettre ensuite au membre du CA du fablab qui vous la commanderont.
matière a usiner : Bois MDF / bois plaqué / massif tendre
Nombre de dents NA
Diamètre 3 à 5 mm
longueur total mini 80 mm
longueur épaulement mini 47 mm
longueur dent mini 5 mm
Merci pour votre aide j'ai pas mal regardé sur votre site mais je trouve pas avec de grande longueur d'épaulement en 47 mm +
Bonne journée
Alexis Tissot
Laboratoire ouvert Villeurbannais
[https://labovilleurbanne.fr/blog/](https://labovilleurbanne.fr/blog/)
[1:57 PM](https://framateam.org/labolov/pl/koqhujg18jg89ce4jaq863c4uc)
Bonjour Monsieur, Merci pour votre message. Vous recherchez un outil complètement hors standard / atypique (autant à trouver qu'à utiliser...).
Je n'ai pas ce type d'outil. Peut être en sur mesure. Sur Villeurbanne vous avez la société Afly qui pourra certainement vous proposer un outil sur mesure : [https://www.afly-outilcoupant.fr/](https://www.afly-outilcoupant.fr/) A votre service. Cordialement, Christophe.
j'ai envoyé un mail il en ont pas avec ces dimensions malheureusement il y a l'option du sur mesure
geraldinefrancois a rejoint le canal.
@laurentmeasson a quitté le canal.
7 euros pour tout ça, le vrac ADS ça reste un plan magique
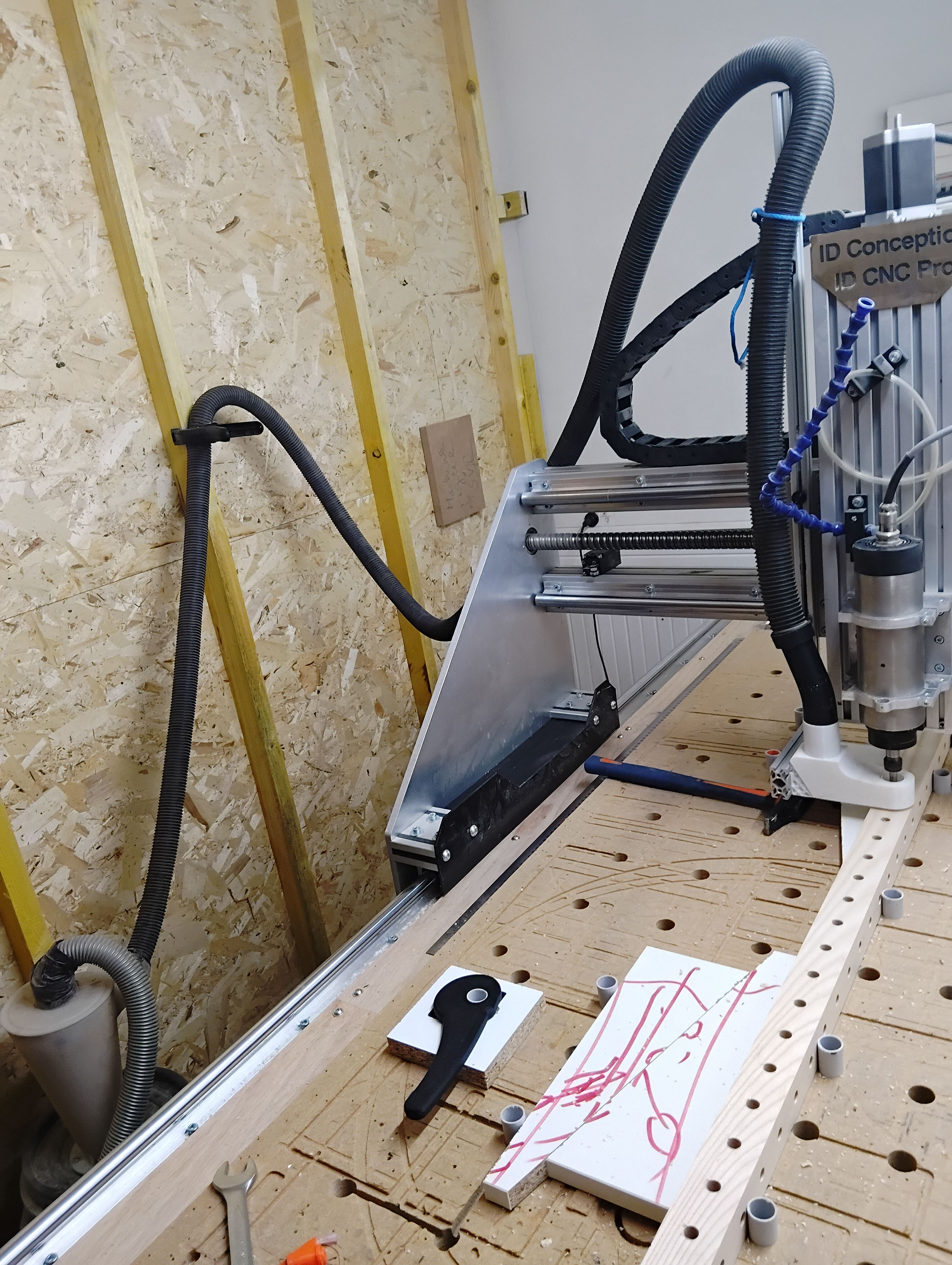
Modèle de la cnc, fabricant Français ID CONCEPTION
C'est pour passer commande de mèche ?
Entre autre oui c'est pour avoir le modèle sous la main dans le chan, pas la 1ere fois que l'on me le demande
Ca pourrait aussi être mis dans le wiki pour garder une trace:
https://labovilleurbanne.fr/dokuwiki/equipement:cnc:idcncpro
Je peux faire un tutoriel pour le bois !
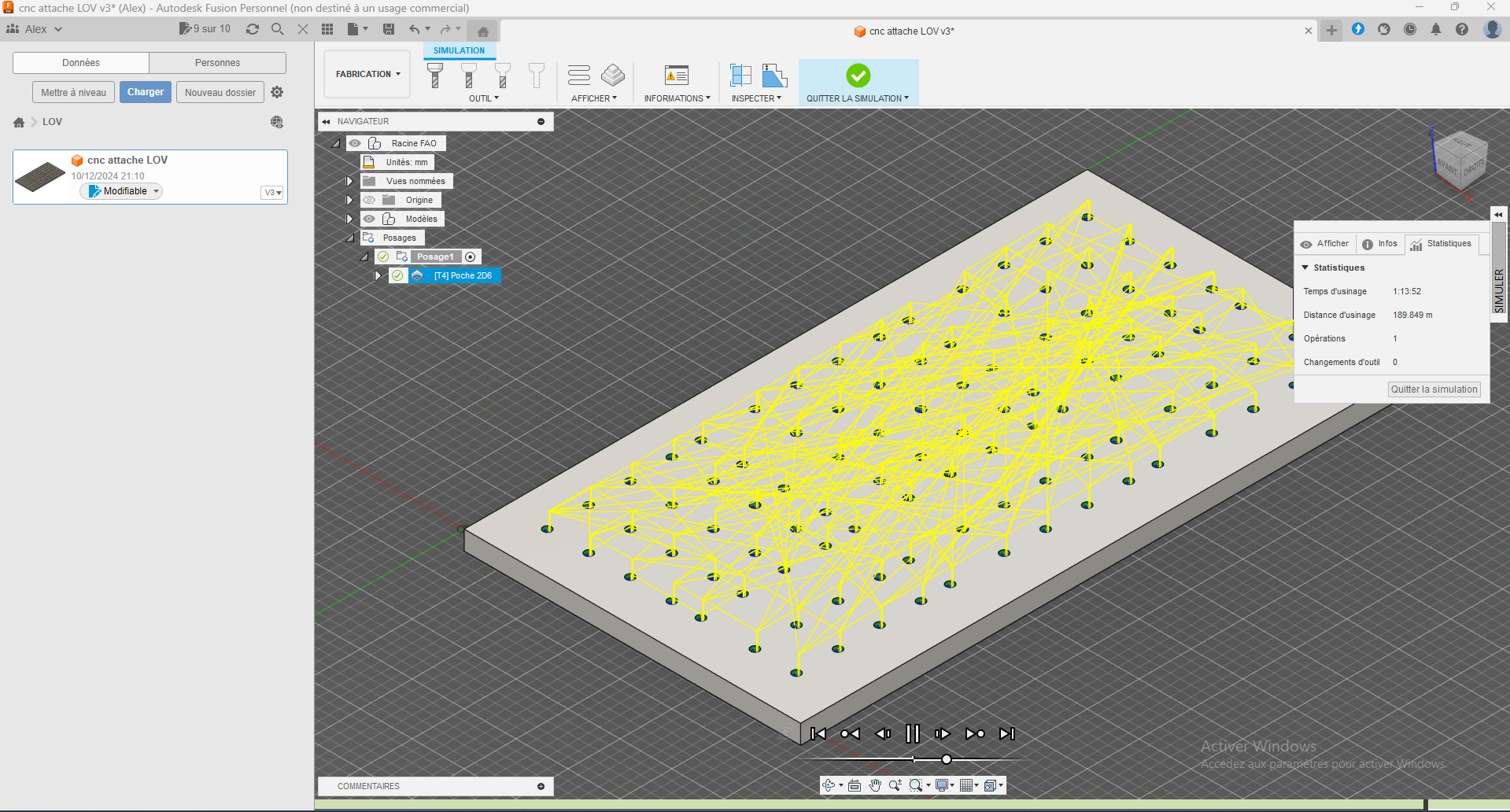
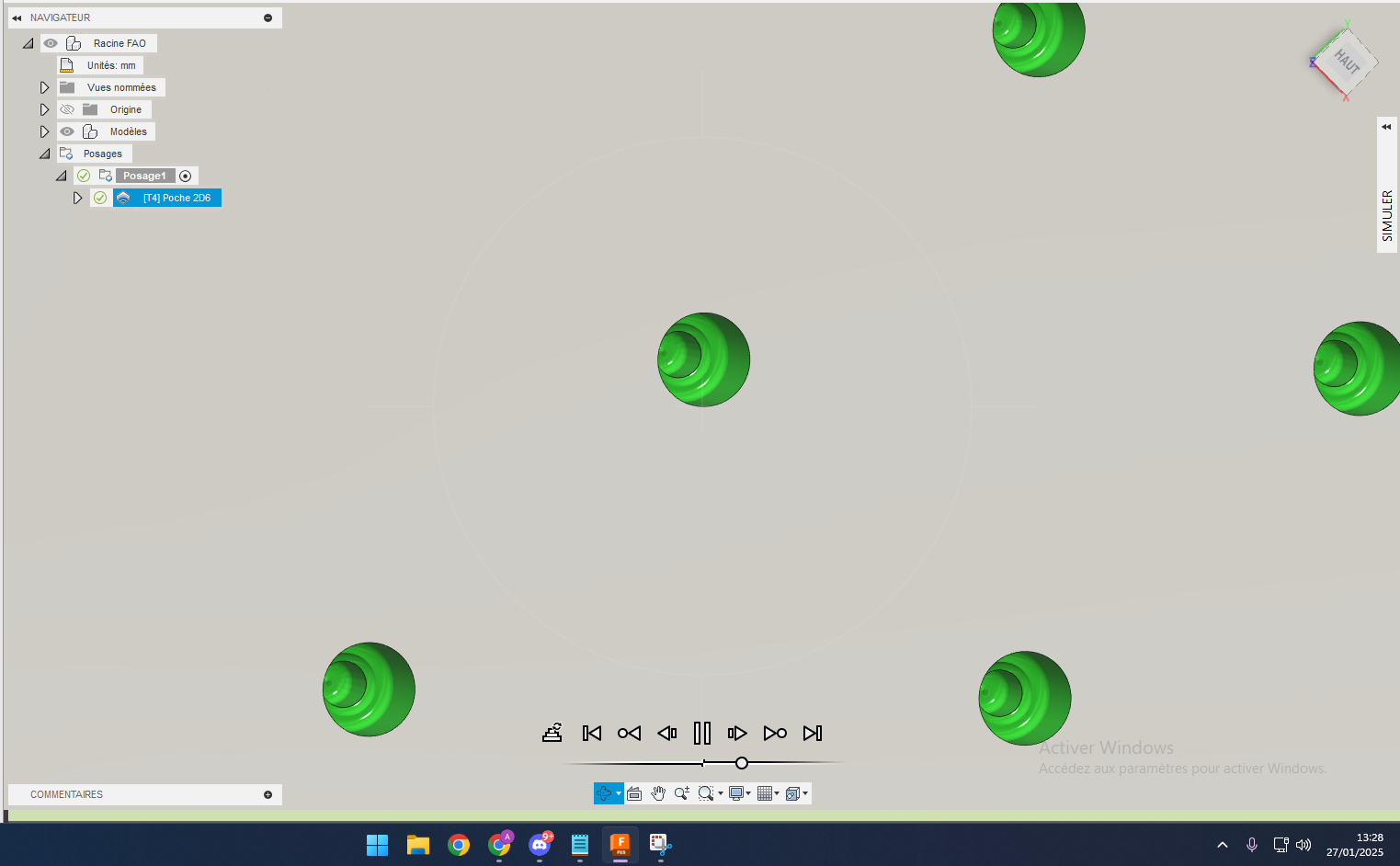
slt all, c'est ok ont a un fichier .tap pour faire les trous d'attache pour le martyre de la C.N.C du L.O.V. la simulation fait 1h30 environ si vous êtes chaud et que y a rien de prévue sur la CNC ce soir ont peut tester ce fichier et y a un fichier teste pour sur un seul trou pour voir si le ont arrive a visser le support avec l'usinage qui sera programmé. l'outil c'est le gros foret du LOV qui fait 100mm de long et 6mm de Diam. + tête sphérique / comme le foret est à tête sphérique y auras peut-être une post prod. a faire avec une perceuse mais avoir pck au contraire ca peut créer de l'accroche pour les support qu'on dois visser dans le martyre faut qu'on teste ca. bis'
je vais lancer demain dans la journée le fichier de @shonko.
Tu seras la en fin de journée ?
je vais faire du télé-travaille en même temps je pense
je pense partir vers 17h00
j'ai un petit souscis. le Z à perdu les pedale.
je refait le Z et relancer complement. pour l'instant tous marche bien.
rien qu'un petit surfaçage ne pourra pas régler
t'as essayé de visser un insert ? ça rentre ?
Met le même fichier que notre test la semaine passée
pour faire du fil fourré ça doit aller, mais le notre a beaucoup plus de fonctionnalités et plus gros courant max
surtout on a l'entrée gaz
C'est un découpeur plasma :)
ahh purée, tellement petit et pas cher que j'étais convaincu que c'est leur poste à souder cheap
au temps pour moi, ça pourrait être marrant
vous voulez le coupler à la CNC
Ça serai incroyable. Et jouable à mon avis :)
mouais il faut vraiment proteger tout le bois, ça projette des morceaux de métal en fusion partout, les CNC plasma qu'on voit sont entièrement en métal
Même tenu à la main, ça serai déjà super
jdorel a rejoint le canal.
thori a rejoint le canal.
domboss0 a rejoint le canal.
Hello,
Je ne sais pas si c'est le bon canal. Mais :
https://www.youtube.com/watch?v=CUMbO6LCQSU
Félicitations pour la CNC. C'est de la belle ouvrage
j'ai acheté un bras pour l'écran de la CNC, je ramène ça lundi :)
@nrineau si tu veux on installe directement ton petit PC derrière pour avoir un truc 100% compact sur bras
Haha, t'as payé combien ? Je l'avais rajouté à mon panier Ali express
28 euros sur amazon, il a l'air assez solide et lourd
vtheuer a rejoint le canal.
Bonjour tout le monde,
Je voudrais me lancer dans l'usinage cnc avec [ce projet](http://www.hificircuit.com/community/threads/the-alti-a-diy-2-way-bookshelf-speaker-design.773/#post-13085), ça vous semble faisable avec le matos du LOV ?
Vous avez de ressources à me conseiller ?
Merci !
Salut, je pense que oui :), avec la cnc
oui carrément ! pour le bois on est plutôt opérationnels
victorgl a rejoint le canal.
le nouveau panneau de commande (avec mini pc intégré à l'ecran) opérationnel
dispo demain entre 10h et 16h au LOV, je serai là pour utiliser la CNC.
C’est une bonne occasion si tu veux te familiariser un peut avec la machine — on peut aussi parler de Fusion 360 et de G-code si ça t’intéresse.
N’hésite pas à passer !
https://www.youtube.com/watch?v=kLgPW2672s4
zut je vois ce message trop tard :/ tu prévois de revenir l'utiliser bientôt ?
Je vais venir vendredi de 11h00 à 16h00 pour utiliser la CNC pour un projet perso. Vous êtes bienvenu si vous aimer le doux bruit de la CNC.
raph_dg a rejoint le canal.
Salut à tous, je viens d'adhérer à l'asso !
Je suis bénévole pour Emmaüs Mornant où on lance une initiative de réemploi de mobilier, pour le moment on fabrique des petits meubles déco, comme vous pouvez voir sur la photo ;) On aimerait pouvoir en fabriquer en plus grande quantité, du coup on a pensé au fraisage !
En espérant vous croiser bientôt
Salut je vais ouvrir le Local demain matin
Hello, je vais ouvrir le local demain
Je suis là jusqu'en milieu d'aprem pour usinage aujourd'hui :)
Voici la premiere version du mur de CNC
Voici pour la première porte
necrogimp a rejoint le canal.
Hello est-ce qu'il y a quelqu'un ici qui utilise freecad pour la cnc ?
Je travaille sur mon premier projet et j'aimerais bien avoir un avis extérieur, surtout sur les types de motifs. J'aurais aussi quelques questions sur les caractéristiques de l'outil de perçage (diamètre, vitesse etc.)
Hello,
Je ne crois aps.
Parcontre la partie usinage peut être faites sur Kiri moto, c'est pareil partout. Pose tes questions à propos des motifs, on pourra peut être y répondre
Ok merci
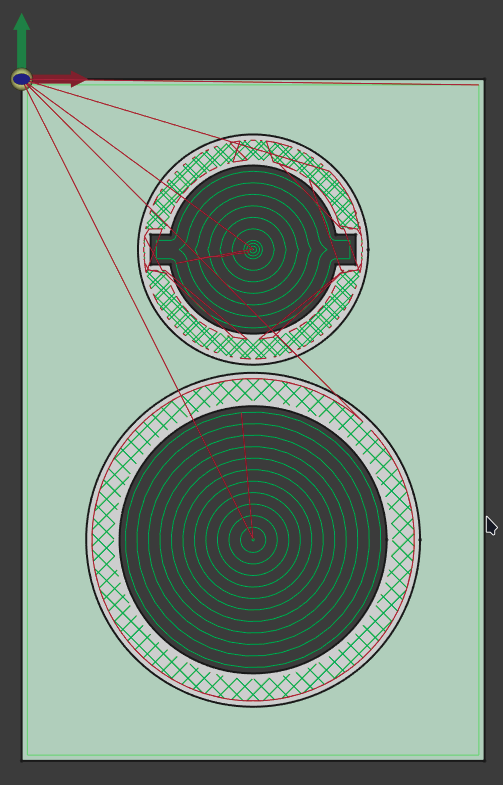
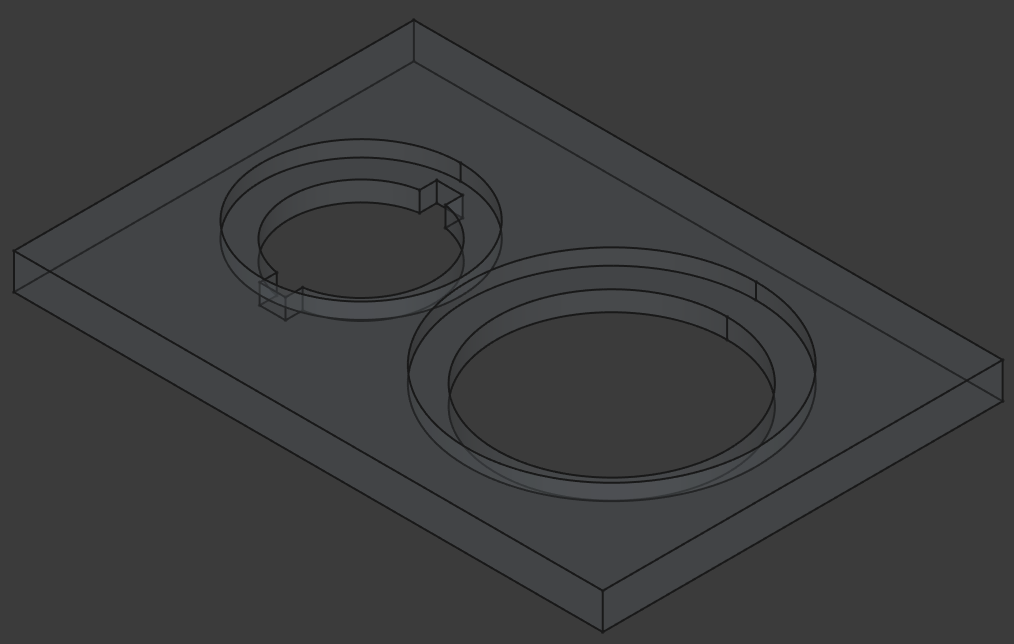
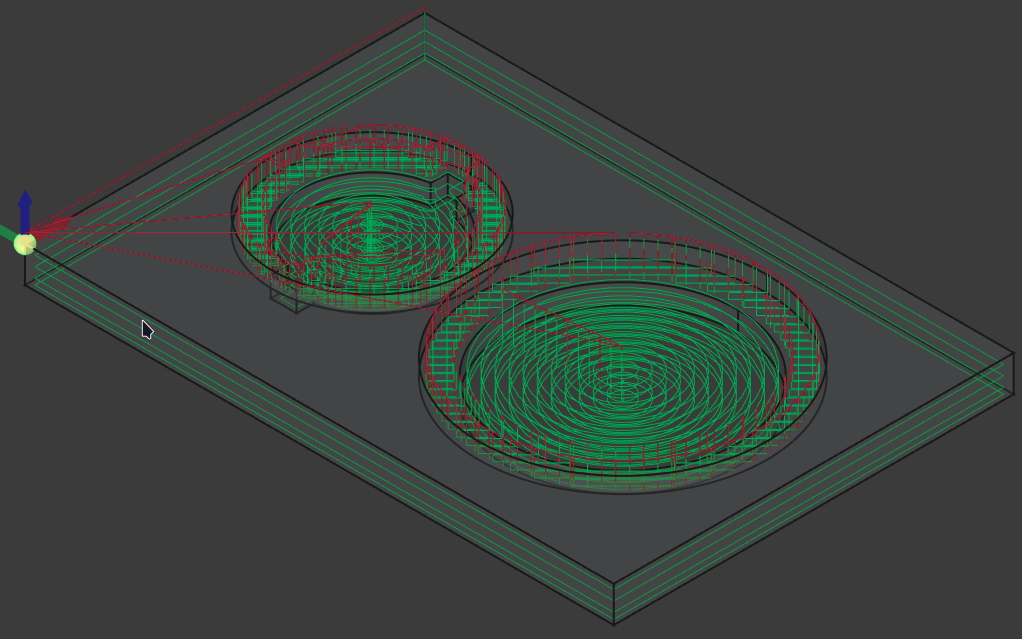
Je construis des enceintes, pour la partie bois j'ai une plaque de mdf 1600x800x18 mm que je comptais découper à la cnc. Je vous envoie un screenshot du modèle avec le chemin de l'outil.
Les questions d'ordre général :
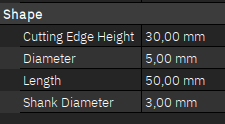
Qu'est-ce qu'il y a comme outils sur la buse ? Quel diamètre surtout
Quelles vitesses de déplacement et rotation ?
J'ai plusieurs faces à découper (6 par enceinte donc 12 en tout) dans une grande plaque, est-ce qu'il vaut mieux faire autant de fichier que de face en décalant l'origine à chaque fois, ou bien un seul fichier avec toutes les faces ?
Pour les motifs :
J'ai surtout des poches circulaires à percer, freecad me propose "zigzag", "grille" ou "décalage" comme type de chemin, j'ai vaguement l'impression "décalage" serait plus adapté mais pas sûr (cette question sera plus claire avec le screenshot)
Bonjour,
- Qu'est-ce qu'il y a comme outils sur la buse ? Quel diamètre surtout
Je n'ai pas la liste en tête, il faut verifier sur place, et les fraises etant du consommable il faudr aprobablement en commander. Nous avons au moins une de 5mm
- Quelles vitesses de déplacement et rotation ?
Il y a des abaques pour ca, en generale pour du bois, je mets 3mm/s 12 000 tr/min
- est-ce qu'il vaut mieux faire autant de fichier que de face en décalant l'origine à chaque fois, ou bien un seul fichier avec toutes les faces ?
LEs deux sont valides, person j'aurais fais un fichier. Nous avons une surface de travail de 180cm x 80 cm, tant que tout rentre dedans et que ca peu etre fixé au martyre c'est bon.
- j'ai vaguement l'impression "décalage" serait plus adapté mais pas sûr
Je n'utilise pas freecad, Il faut tester. Sinon Kirimoto est un outil FOSS en ligne qu'on est plusieurs à maitriser un peu
Mattermost est compliqué en terme de mise en page
Merci pour tes réponses :pray:
J'ai vu Nico au local qui m'a donné pas mal d'autres infos, j'ai de quoi creuser le sujet de mon coté
Hello, je pense passer ce soir avec @piouw pour avancer dans mes découpes, est-ce que le cnc sera dispo ? Hier il y avait un projet en cours et la machine avait l'air de s'être arrêtée en cours de route
@vtheuer c'était le puzzle sytral, j'avais mis en pause mardi soir parce que ça faisait trop de bruit à 22h, @ilias_0_0_ l'a fini hier
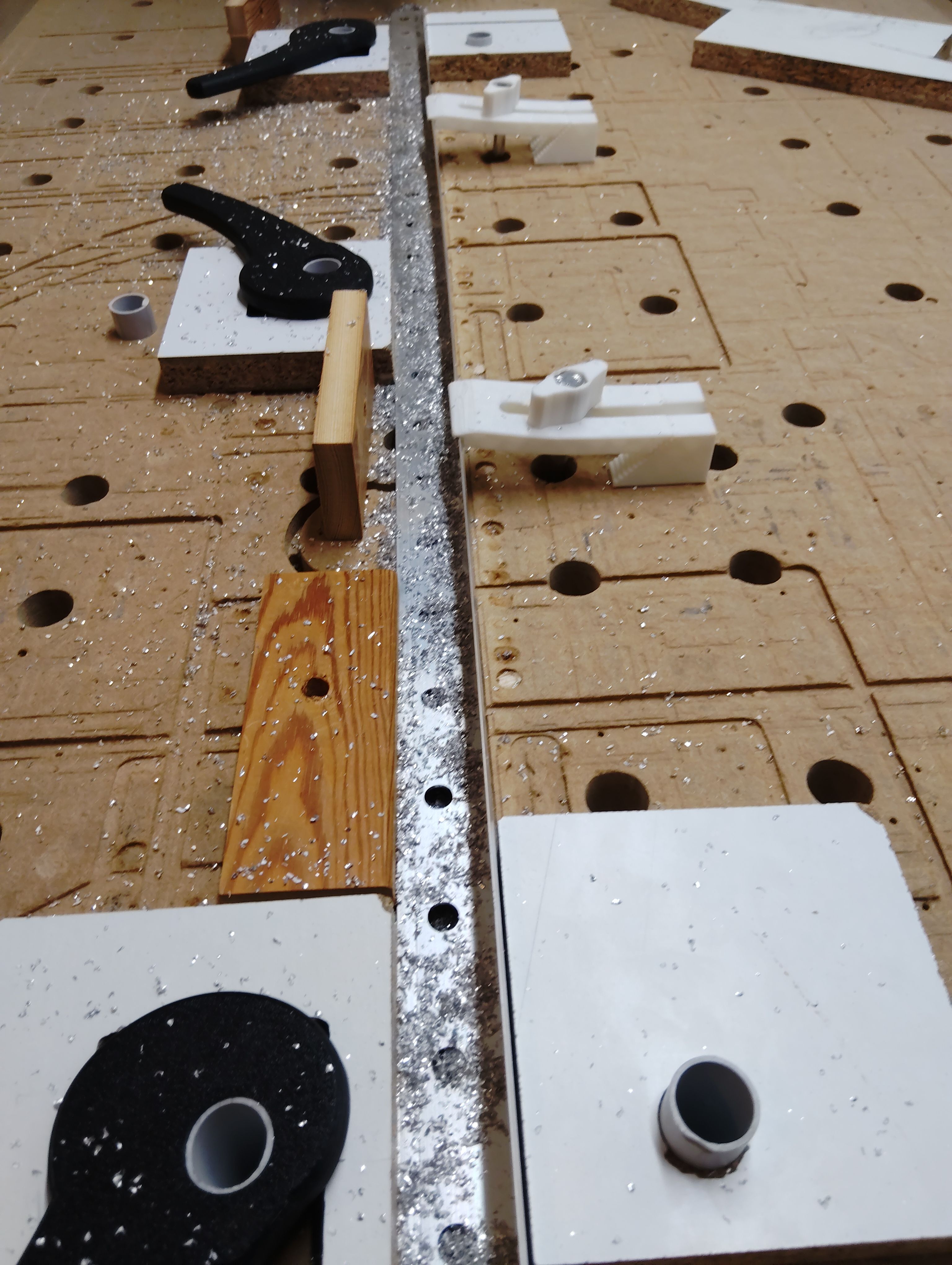
Regarde il utilise un triangle pour maintenir la pièce
Demain je pense passer une commande sur cnc frais, j'ai un code de réduction de 6% ^^ des besoins particuliers ? Je pense à minima reprendre des fraises 3mm, quelques lames à vinyle
Je peux te rajouter les miennes ?
On tu peux decaller à demain ?
gaugendre a rejoint le canal.
Salut ! J'ai un projet d'usinage d'une case de clavier dans un matériau lourd, idéalement en métal. J'avais pensé à l'acier, @grapsus m'a parlé du laiton.
Des conseils ? :)
Hello,
Je ne suis pas sûr que notre cnc pourra faire de l'acier. Elle fait de l'aluminium
L'alu sera trop léger pour le résultat que je voudrais atteindre à mon avis :-/
Je ne connais pas, c'est quoi la densité ?
Incroyable! Je voulais en faire en bois ! Pas plus tard que cette semaine :)
De l'alu avec des lestes d'acier ou autre :)
ah, vu la forme ça me paraît compliqué, ya pas trop de place
pour un ferris sweep wireless :)
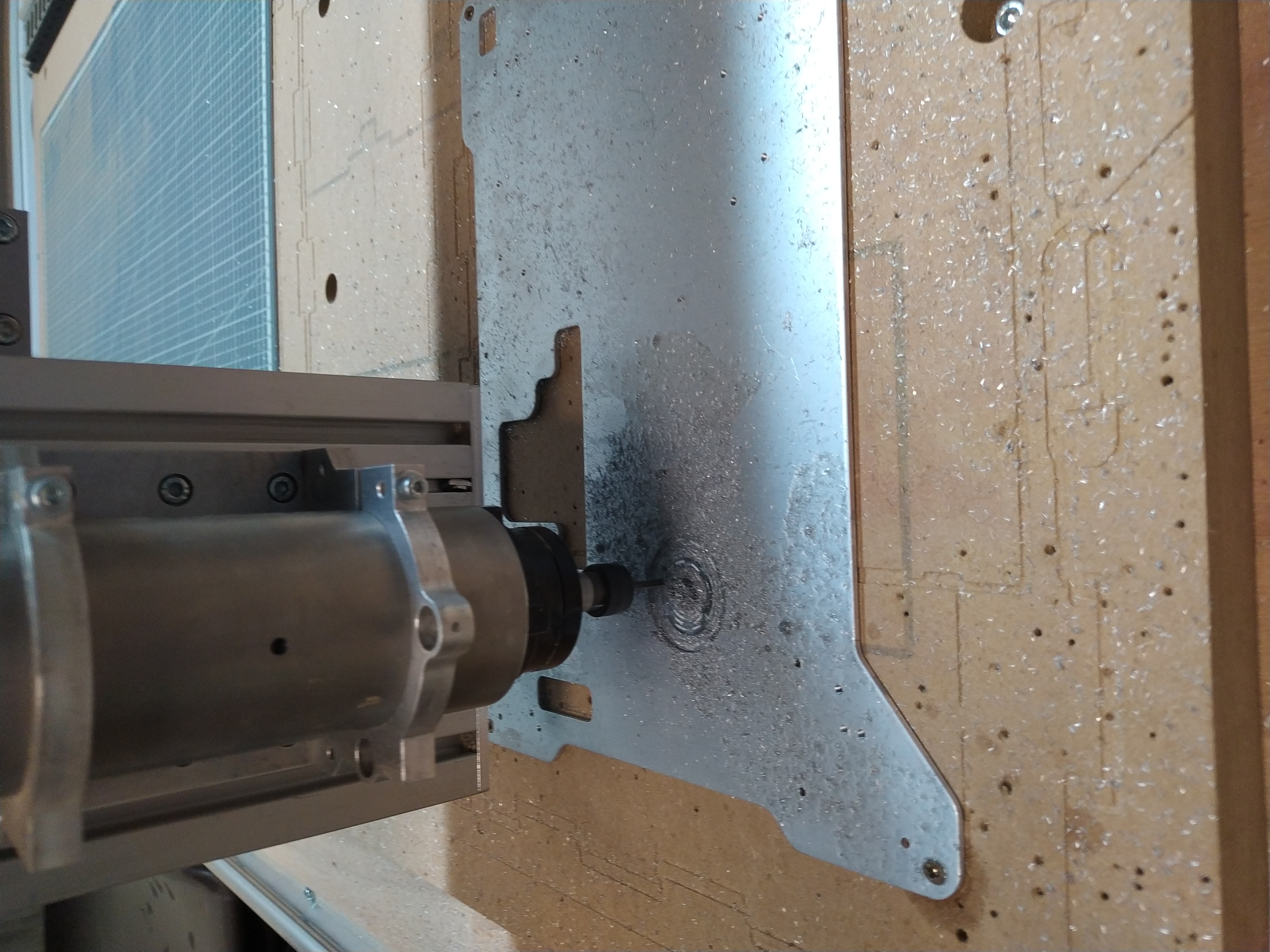
L'aspiration au plus près fonctionne pas trop mal !
Même sur un certaine distance quand le collet vient fermer plus le trou du dessus
dodoqueen24 a rejoint le canal.
jbarbe a rejoint le canal.
En usinage réel, quasiment pas de poussière
Les seules copeaux qui restent sortent par le haut, projetés par l'aspiration. Il faudra prévoir un cache compressible en TPU
silvere.metal a rejoint le canal.
quart2nuit a été ajouté au canal par grapsus.
Il faudra faire attention à ne pas serrer le collet comme une brute sur la CNC, j'ai du enlever le moteur du chassis pour enlever la mèche 🙂
eleo453 a été ajouté au canal par grapsus.
oyé oyé, la disqueuse portative du LOV a un grave problème, le bouton est bloqué sur la position ON, c'est très dangereux et il ne faut pas l'utiliser jusqu'à nouvel ordre
j'ai commandé ce jour un bouton de remplacement, d'ici une semaine ça devrait être réparé
Hello,
Est-ce que la personne qui a démonté la fraise de 8mm de la CNC saurait où il l'a rangé ?
@jdorel tu l'as retrouvée du coup ?
gabin_jr a rejoint le canal.
Bonjour, j'aimerais utiliser la CNC pour découper de petites pièces en aluminium. Est ce que quelqu'un serait disponible la semaine prochaine (par exemple lundi) pour m'expliquer comment l'utiliser svp ? Est ce que je peux préparer des choses en avance autre que mes fichiers fusion 360 et l'achat de l'aluminium ?
Non, mais je ramène l'autre fraise que j'ai cet aprem donc pas de soucis
Visseuse (19.99) + Chargeur&Batterie (27.99) + 1 Batterie (18.99) + 6 Tendeurs (1.94) = 68.91€
pakitodelapampa a rejoint le canal.
HEllo,
Vous vez de l'experience en usinage ?
Je ne suis pas sur qu'on puisse aller jusqu'au bout lundi mais on peut essayer.
Peut etre qu'il faudra egalement commander des fraises
Bonjour et merci, non je n'ai aucune expérience en usinage. Ce n'est pas grave si on ne peut pas tout finir lundi, simplement m'accompagner sur une première pièce serait déjà une grande aide. Je dois commander des fraises en avance ?
On verra pour les fraise lundi.
Dans ce cas, je suggere de commencer sur du bois, puis on ajustera ce qu'il faut pour faire de l'alu (On devrait pouvoir finir la piece en bois Lundi :) )
100% bois pour commencer, lundi je pourrai te montrer aussi
Hello désolé pour la lattence de réponse. Si on parle de la fraise helicoidale, je l'ai remise dans son étui bleu et rangé le tout dans la boite en bois dans le tiroir avec marqué cnc.
Je remonte le fil dans le desordre. Pour ce problème, il y a une procedure qui n'est pas évidente. Outre qu'il ne faut pas trop serrer, quand on met une autre fraise. Il faut dévisser entièrement l'ensemble ecrou + fraise + pince. Il faut commencer par "clipper" la pince dans l'ecrou. On la presente un peu en biais et on appuie légèrement pareil pour l'enlever. Normalement la pince doit etre solidaire de l'ecrou et c'est seulement après qu'on met la fraise et qu'on serre. Ce système permet de tirer sur la pince quand on devisse l'écrou et du coup la pince ne reste pas bloquée dans le cone de la broche. Et vu que le truc n'a rien d'instinctif, si ça te re arrive, il y a une technique ave. La pince platte avec un truc pour couper les câbles. Tu met cette partie coupante de la pince dans la rainure de la pince porte outil (c'est chiant que les 2 s'appellent des pinces...) tu serre tres légèrement et tu met un petit coup de marteau sur l'articulation de la pince plate. Ça sort sans efforts et sans demonter la broche.
Merci pour ces achats c'est cool !
Suite à un accident de tube plastique dans le rail, p j'ai fait un rangement des accessoires de fixation sur la paroi de la fraiseuse
Et vu que ça m'a coûté une fraise, j'en rachète un lot. Ça fera pour toutes celles que j'ai pété.
Hello, avant de passer commande, averti moi, je vais t'en rajouter !
C'est pas grave.
Commandée chez cnc fraise ?
Salut ! J'aimerais découper des tiges en inox, mais je ne sais pas comment faire ni quels outils utiliser. Est- ce que quelqu'un pourrait me donner un coup de main un de ces jours ? Dispo de 9h à 22h :)
j'ai reçu l'interrupteur pour le disqueuse, elle sera réparée lundi du coup
avec la tronçonneuse à métal de la table à souder tu devrais pouvoir couper de l'inox sans pb
la disqueuse bosch est réparée au fait :)
Usinage aluminum avec fraise 6mm (540mm/s @14000RPM)
(hauteur de coupe 0.5mm)
Cool ça me parait assez similaire à ce que j'avais fait, pour l'alu tu peux arroser avec du wd40 c'est reconnu dans l'industrie
Le problème de l'inox c'est qu'il faut pas que ça chauffe. Du coup pas de disqueuse. En général ça se fait à la scie à ruban métal que l'on a pas. Du coup avec les outils du love la première idée qui me vient c'est à la main, sinon avec la scie à onglet il me semble qu'on a une lame métal. Je pense qu'avec de l'huile de coupe ça peut être pas mal. Bien pensé à protéger la zone des projections d'huile.
C'était l'idée original mais ça a fini avec Amazon. Du coup j'ai fait trois pater 5 avé et 30 pompes pour laver mon âme.
Et du coup il y a eu de nouveau un pétage de lame de scie à ruban. @grapsus : il me semblait qu'il y avait un magasin à Villeurbanne spécialisé dans l'aiguisage d'outils et qui faisait aussi les lames de scie à ruban. Est-ce que tu te rappelles le nom ? J'ai pris les cassé chez moi pour leur montrer. Et qu'il m'en retaille à la bonne longueur
@duberval on est a commandées en ligne
Ah est ce que t'a oublié de tendre la lame de scie à ruban ?
Que neni j'ai bien automatisé le réflexe de tendre et de détendre. Je'ai fait un petit réglage de l'alignement et des guides. Ça tournait droit, ça frottait nulle part... Après dans mes souvenirs quand on l'a installé sans même qu'il y ait de tension elle était déjà bien tendue.
Au passage vous les aviez eu à quel prix les dernières que vous avez acheté. Parce que là ils en ont chez sermep mais 15 jours de télé et 30 € hors-taxe. Ça m'a pas semblé donné
Du coup j'ai trouvé 20 € chez Manomano. Si le projet intéresse quelqu'un je pense que ça pourrait être pas mal à l'occase de lui fabriquer des guides avec des roulements à billes. Je sais pas si on a encore la caisse de disque dur mais il fut un temps on avait un petit sachet plein de roulement à billes très fin.
Peut être parle en avec @quart2nuit c'est lui qui a changé les lames de la scie à rubans et il avais des idée pour l'améliorer
on les a achetées ici https://fr.aliexpress.com/item/1005008332674560.html?spm=a2g0o.order_list.order_list_main.23.67305e5bjoxR4b&gatewayAdapt=glo2fra
@duberval c'est bon j'en ai racheté 4, 2 en 6mm et 2 en 9mm de large, plus costaud
Au top. Par contre elle est déjà lancée la commande? Parce que j'ai remesuré l'ancienne qu'on avait et elle faisait 1425. Je te l'envoie et je pense que c'est ça qui a fait que ça n'a pas tenu très longtemps.
Et bien je vais me caler avec lui au pire je balance quelques idées sur ce salon
c'est 1400mm notre scie ruban
@duberval @grapsus Ça serait bien de prendre du ruban de 8mm de large (comme les anciennes) les nouvelles de 6mm, se déformaient plus au moment de la coupe. (C'est la largeur hors dents)
ouais c'est fait, j'en ai pris un en 9mm
Celle que j'ai mesuré à savoir les anciennes, celles qui était cassé au fond du tiroir faisait 1425. Et c'est vrai que quand on a fait l'installation de la lame avec @quart2nuit on a constaté qu'on était vraiment en butée sur tous les réglages
Après je ne suis plus dans le CA mais si la scie à ruban est tellement utilisé est-ce que ça vaudrait pas le coup d'investir dans une grande, une occas bon coin par exemple on en trouve à 100 balles
j'ai reçu les lames, j'apporte ça demain soir :)
Nouvelle perceuse à colonne au lov, pas ultime, mais mieux
nathanael_t a rejoint le canal.
aymericgolliaud a rejoint le canal.
Est-ce que quelqu'un saurait où est le tuyau d'aspiration pour la CNC ?
@nrineau @quart2nuit peut-être?
Bonjour à tous
Lors d'un dernier passage j'avais parlé du Tour à métal que j'avais dans mon garage. C'est un travail de restauration de longue haleine mais il est à disposition des membres si il y en a que ça intéresse.
Pour info j'ai déjà fait pas mal de taf dessus et il manque pour qu'il soit tout à fait opérationnel ; réalignement de la contrepoupée et calcul de la table des avances.
Si il y en a qui ont des projets en tournage ou qui veulent participer à l'aventure du retapage de la machine c'est avec grand plaisir.
Dans les trucs exotiques qu'il n'y a pas au lov, j'ai aussi une forge/fonderie à induction si il y en a que ça inspire. Bonne journée à tous
Hello!
Cets la machine ultime le tour à métal ! C'est bien aimable :).
On peut voir une photo ?
gogo21 a rejoint le canal.
Bonjour,
Je n'ai pour l'instant pas de projet tournage, mais je suis intéressé pour participer. Les besoins viendront avec l'inspiration. Pareil pour la forge.
La j'ai commencé une grosse periode de taf mais j'essaye d'organiser un atelier bientôt apres si le projet motive, je peux faire un double des clef.
navir a rejoint le canal.
Hello,
Est-ce que quelqu'un serait disponible vendredi soir ou ce weekend pour m'aider un peu avec la CNC ?
J'ai quelques découpes à faire dans du contreplaqué en 18mm
On a un petit soucis, la CNC semble ignorer le z de sécurité et descendre complètement dès démarrage. Est-ce que ça parle à quelqu'un ? Un paramètre qu'on aurait raté ?
Quand tu dis Z de sécurité, c'est au niveau de la conception du GCode où c'est quelque chose que tu attends que la machine fasse tout seul ?
À mon avis, l'origine dans ton programme n'est pas bonne (en bas de la pièce plutôt qu'en haut)
les CNC n'ont aucun problème à descendre sous Z=0, souvent on fait le zéro du Z sur le top de la pièce et on fait des poches avec Z=-2cm etc, il faut faire attention au gcode et au zéro avant de lancer
Sur Mach3 il y a une notion de z de sécurité, et de ce que j'avais compris il est pas censé descendre en dessous.
Au final en relançant Mach3 le problème s'est résolu tout seul.
j'ai un code -6% chez cncfraises on a besoin de qqch ?
On a toujours pas passé xjmmande ?
nope, c'est peut être le moment :D
Hello,
Est-ce qu'il est possible de couper de l'allu avec la scie à ruban ?
Disons que ça va couper l'alu mais ça va défoncer la lame bois que on a dessus là. Utilise plutot les scie à métaux manuelles que on a ^^
https://www.youtube.com/watch?v=jmekz_mZEVI*
Pour 600€, elle est presque plus interessante que la RSCNC32
maili a rejoint le canal.